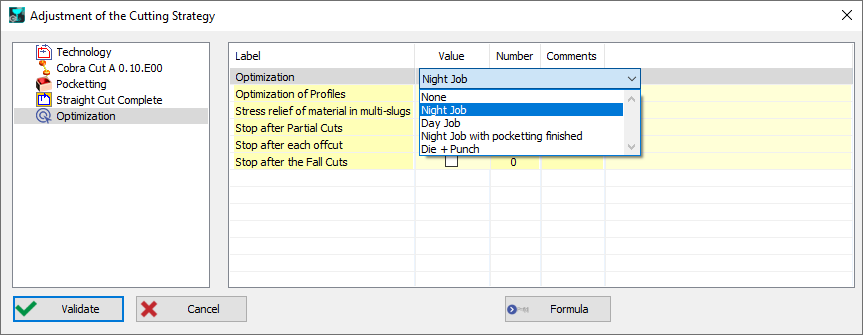
L'ottimizzazione è l'ordinamento delle operazioni per ottimizzare la presenza dell'operatore e il tempo di lavorazione. Può essere definita:
-
nella strategia stessa,
-
può essere modificata quando si applica la strategia,
-
può essere definita dopo la creazione dei percorsi utensile, in questo caso combina le forme di stampi e punzoni.
|
Sono possibili quattro tipi di ottimizzazione:
|
|
|
Ottimizzazione lavoro notturno
Vantaggio: tutte le passate di sgrossatura vengono eseguite durante la notte. |
Lo svuotamento e gli stampi parziali vengono eseguiti in assenza dell'operatore. viene lasciato lo slug più piccolo possibile. Viene applicato uno stop dopo le operazioni. Il taglio slug per le operazioni di stampi viene eseguito in presenza dell'operatore. Viene applicato uno stop dopo per consentire all'operatore di rimuovere lo scarto degli stampi. Le operazioni di finitura per gli svuotamenti e gli stampi vengono eseguite in presenza dell'operatore. Viene applicato uno stop dopo per preparare le operazioni di punzonatura. Infine, le operazioni di punzonatura (passate di taglio parziale, taglio slug e finitura) vengono eseguite in presenza dell'operatore. |
|
Ottimizzazione lavoro notturno con finitura svuotamento
Vantaggio: risparmio di tempo poiché non c'è scarto (caduta) nell'operazione di svuotamento. |
La procedura operativa è simile all'ottimizzazione del lavoro notturno con una sola differenza. Le passate di finitura per gli svuotamenti vengono eseguite anche di notte in assenza dell'operatore. |
|
Ottimizzazione lavoro diurno
|
Forma per forma: l'operatore è presente per tutto il tempo e ogni parte viene finita una per una. |
|
Ottimizzazione stampo e punzone Questo è un caso speciale per una parte con operazioni di taglio sia di stampo che di punzone
|
Le operazioni di svuotamento, stampi parziali e punzoni parziali vengono eseguite in assenza dell'operatore. Il vantaggio qui è che i tagli massimi vengono eseguiti prima di qualsiasi azione manuale. Viene applicato uno stop dopo per consentire all'operatore di bloccare contemporaneamente lo scarto degli stampi e le forme dei punzoni. I tagli slug per gli stampi vengono eseguiti in presenza dell'operatore. Viene applicato uno stop dopo per consentire all'operatore di rimuovere gli scarti degli stampi. Le passate di finitura per gli stampi e i tagli slug per i punzoni vengono quindi eseguiti in assenza dell'operatore. 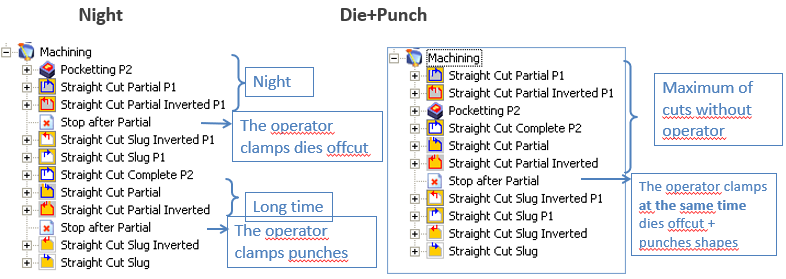
|
|
Ottimizzazione dei profili L'ottimizzazione del taglio ha la priorità, ma l'ordine di selezione dei profili potrebbe non essere rispettato. Attivando questa opzione, viene ottimizzato l'ordine dei profili. |
|
|
Stop dopo i tagli parziali |
Tagli parziali: passate parziali e taglio dello slug fino allo slug micro |
|
Stop dopo ogni scarto |
L'obiettivo è quello di poter bloccare il pezzo, tagliare e rimuovere lo scarto (caduta) tra ogni parte |
|
Stop dopo i tagli di caduta |
Stop tra il taglio dello slug e le passate di finitura (complete) |