Introduzione
Il posizionamento del mandrino principale deve essere definito per garantire che il pezzo sia lavorato correttamente.
All'inizio della lavorazione, il grezzo viene spinto dall'alimentatore di barre e il posizionamento dell'utensile da troncare arresta la barra.
In questo momento, il mandrino principale sblocca la barra, si ritrae per raggiungere la posizione per avere abbastanza superamento del grezzo per lavorare il pezzo e blocca la barra per lavorare il pezzo.
Il valore minimo di superamento del grezzo è discusso in 2 casi di seguito:
Caso 1: Senza boccola di guida
|
Superamento minimo del grezzo per lavorare il pezzo: Sovrametallo per la regolazione + lunghezza del pezzo finito + sovrametallo per la troncatura + larghezza dell'utensile da troncare Poiché la posizione massima del mandrino principale non può raggiungere l'utensile da troncare, dobbiamo aggiungere la distanza tra l'utensile da troncare e il naso del mandrino principale alla posizione di superamento . Possiamo anche aggiungere un valore di sicurezza per essere sicuri di non avere un'eccessiva corsa durante la lavorazione. Questo valore di sicurezza non dovrebbe essere troppo elevato, altrimenti la lunghezza della barra non lavorata sarà maggiore. |
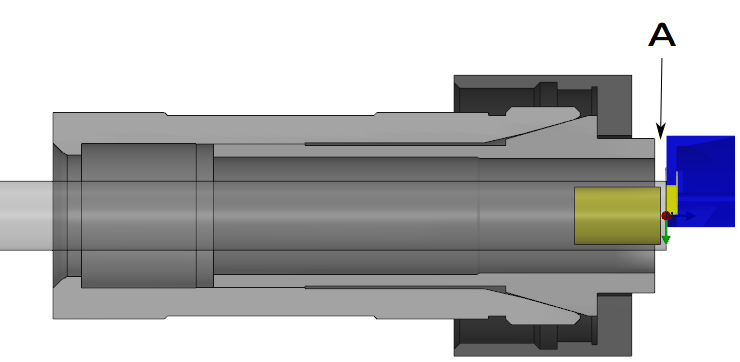
A - Distanza tra l'utensile da troncare e la posizione massima del mandrino principale |
|
Esempio di esempio con valori:
Il valore di superamento dovrebbe essere superiore a 20,7 mm
|
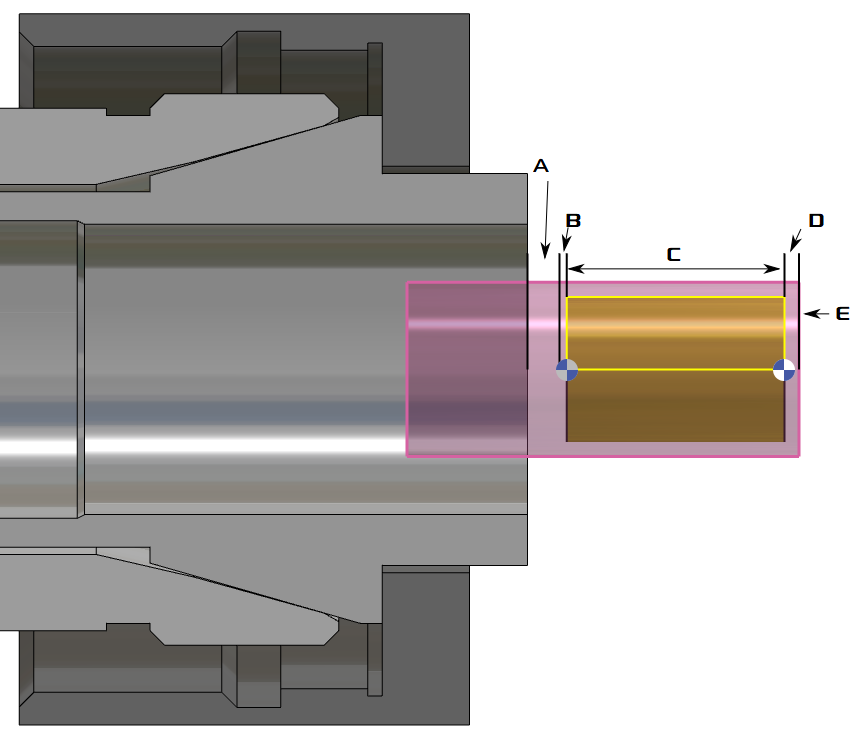
A - Larghezza dell'utensile da troncare B - Sovrametallo per la troncatura C - Lunghezza del pezzo finito D - Sovrametallo per la regolazione E - Utensile da troncare di riferimento |
Caso 2: Con boccola di guida
|
La regola calcolata è la stessa, ma poiché c'è una boccola di guida, la distanza tra l'utensile da troncare e il naso del mandrino principale è maggiore. Esempio di esempio con valori:
Il valore di superamento dovrebbe essere superiore a 182,7 mm |
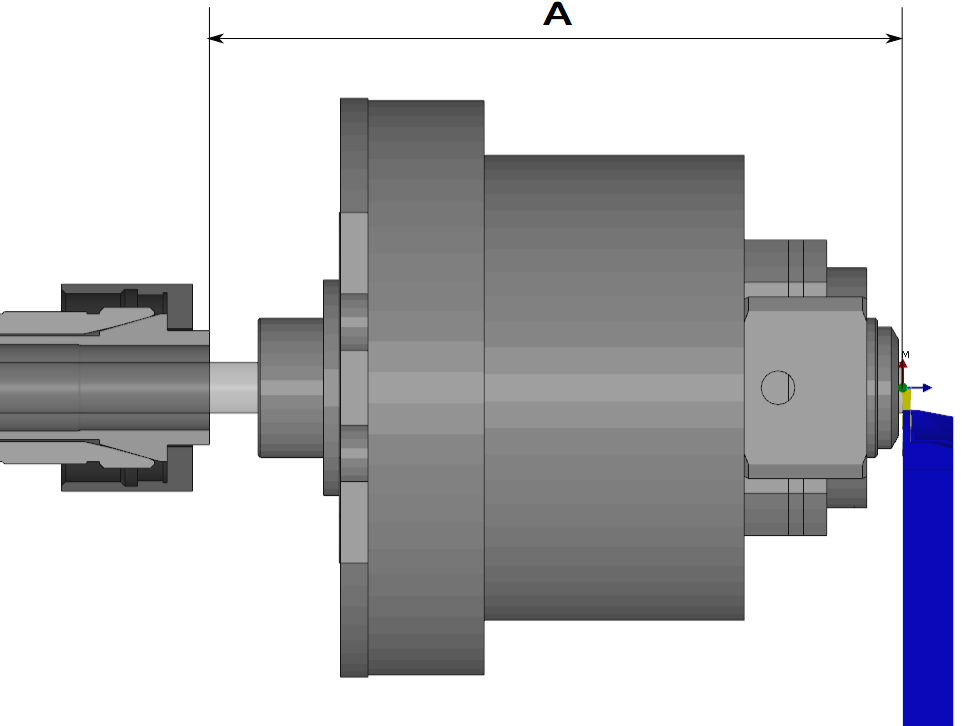
A - Distanza tra l'utensile da troncare e la posizione massima del mandrino principale |