Ciclo :
Tutti i cicli standard tranne: Tasca Richiamo Z, ZigZag in richiamo Z, Ciclo di interpolazione
Tutti i cicli di forma automatica tranne: PAM, Fin piani //
Definizione
Senso lavorazione è la scelta tra Taglio in salita e Taglio in discesa.
Terminologia inglese: Taglio in discesa / Taglio in salita è anche conosciuto come Taglio in concordanza / Taglio in discordanza
Promemoria
Taglio in discesa e Fresatura in salita convenzione:
-
l'avanzamento è dato sul pezzo
-
la rotazione dell'utensile è in senso orario (M03)
|
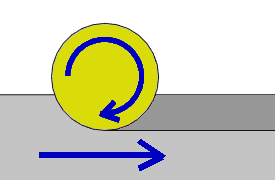
Taglio in discesa (Taglio in concordanza) : rotazione dell'utensile nella stessa direzione dell'avanzamento. Confronto:
|
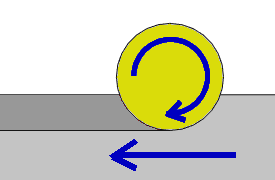
Taglio in salita (Taglio in discordanza) : rotazione dell'utensile opposta all'avanzamento. Confronto:
|
|
|
Forzato e ottimizzato
-
Forzato significa che tutti i percorsi utensile rispetteranno assolutamente il senso di lavorazione.
-
Ottimizzato rispetterà anche questa scelta, ma dà al percorso utensile la possibilità di cambiare direzione, se necessario.
Le quattro iterazioni per il senso di lavorazione sono le seguenti:
|
|
Taglio in discesa + Forzato |
|
|
Taglio in discesa + Ottimizzato |
|
|
Taglio in salita + Forzato |
|
|
Taglio in salita + Ottimizzato |
Caso speciale
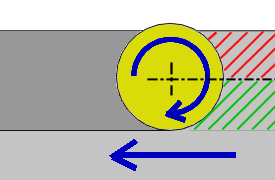
Quando l'utensile sta lavorando a pieno materiale, o più esattamente con un ricoprimento > 50% del diametro dell'utensile, la lavorazione è simultaneamente in discesa e in salita .
|
In verde l'area in cui l'utensile lavora in discesa, in rosso l'area in cui l'utensile lavora in salita. Questa situazione apparirà in operazioni come Sgrossatura/Ripresa e Tasca. Ad esempio, se il parametro è impostato su Taglio in discesa/Forzato, non può essere completamente rispettato quando l'utensile sta lavorando a pieno materiale. Non considerare che il software stia sbagliando in questo tipo di situazione. |
|