|
Nella Fresatura 3 assi, come evitare l'utensile per immergersi nei fori o nelle cavità ? |
||
|
Possiamo considerare 2 metodi, molto utili per 2 tipi di cavità (fori o tasche) |
||
|
|
Riconoscimento fori o Analisi solidi È possibile utilizzare uno di questi comandi per creare automaticamente facce di arresto sui fori riconosciuti. Comandi situati in Progettazione>Solido>Funzionalità |
|
|
|
Facce di arresto Questo metodo è manuale poiché è necessario ostruire un foro o una cavità uno per uno. Ma questo metodo funziona su qualsiasi forma che deve essere coperta. Comando situato in Progettazione>Solido>Facce |
|

|
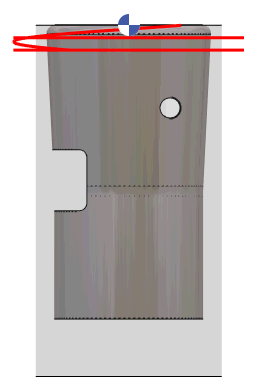
Il Finitura ciclo (o livello Z ) non funziona fino all'altitudine inferiore selezionata ! Perché? e come risolvere il problema? |
|
|
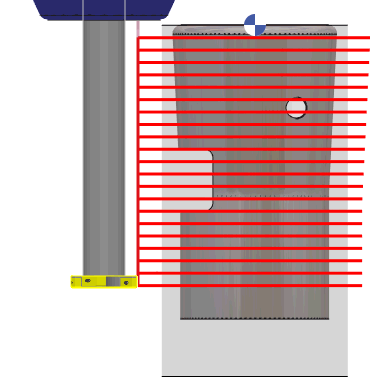
Il pezzo in lavorazione presenta un angolo di sottosquadro , e questo è il motivo per cui la lavorazione non raggiunge l'altitudine inferiore. Un'operazione di sgrossatura/rifinizione nella stessa situazione scenderebbe; ma i cicli di finitura e di livello Z vengono utilizzati per finire il pezzo; il loro algoritmo è ottimizzato, i percorsi utensile rimangono più vicini al pezzo ed evitano il taglio a vuoto. Naturalmente, esiste un'opzione per lavorare le aree di sottosquadro; è possibile attivarla e ottenere questo risultato a destra. |
|
|
In conclusione, se il pezzo ha una forma a sottosquadro, le operazioni di finitura e di livello Z non possono lavorarlo come un "cilindro". È necessario utilizzare un'operazione di sgrossatura/rifinizione oppure impostare la lavorazione di sottosquadro su Sì. Scarica il pezzo: Finitura.PCE |
|