Ouvrir ABUTMENT au format STL et appliquer automatiquement le trajet d'outil.
Nous divisons l'ABUTMENT en 3 zones de travail :
|
“ Zone personnalisée ” 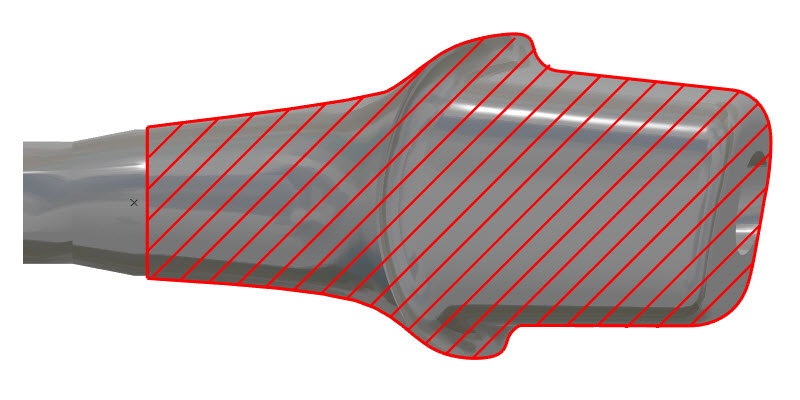
|
“ Zone de connexion ” 
|
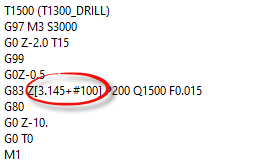
“ Zone de trou ” 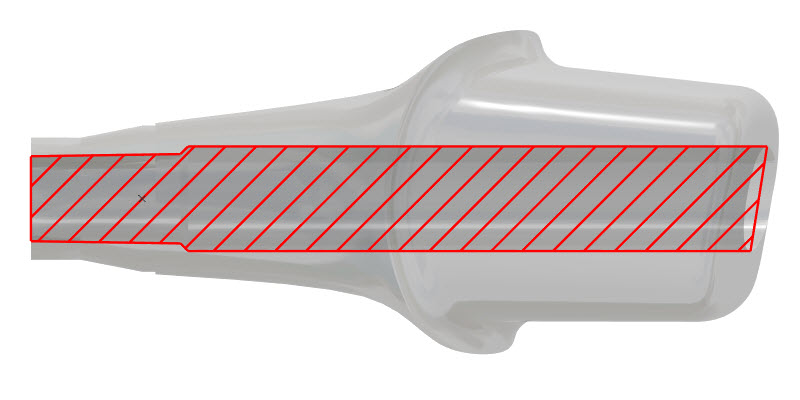
|
|
Pour usiner Zone personnalisée sur l'abutment, nous utilisons les outils suivants : Outil de tournage (outil n° 2) pour effectuer l'ébauche de tournage : Outil fraise hémisphérique D03 (outil n° 5) en direction radiale pour effectuer l'ébauche de fraisage Outil fraise hémisphérique D01,5 (outil n° 3) en direction radiale pour effectuer l'usinage restant (semi-ébauche) Outil fraise hémisphérique D01,5 (outil n° 3) en direction radiale pour finir la surface en 4X Outil fraise hémisphérique D02 (outil n° 6) en direction axiale pour finir la surface d'occlusion
|
Pour usiner Zone de connexion , nous utilisons les outils suivants : Outil de tournage arrière (outil n° 3) pour effectuer l'ébauche de tournage de la zone de connexion Fraise 2 tailles D04 (outil n° 4) pour effectuer le profil hexagonal de la zone de connexion Outil à tronçonner (outil n° 1) pour couper la pièce à partir de la fin de la zone de connexion |
Pour usiner Zone de trou , nous utilisons les outils suivants : Foret à pointer D4 (outil n° 7) pour effectuer le pointage avant le perçage du trou Outil de perçage (outil n° 8 9 10) pour percer le trou |
NB :
Code G pour Trous et Connexion n'est pas géré par la FAO.
Trous et Connexion sont gérés par sous-programme.
Trajet pour Trous et Connexion sont toujours les mêmes selon chaque fournisseur
Dans le fichier CN, nous avons « nouveau POINT DE RÉFÉRENCE » ici la variable utilisée est #100
Machine actuelle en production :
Star – SB-20R TypeG
Star - SR 20 JII Type B
Machine en attente
Citizen L20
Chiron FZ08MT