Cycle : millyuGO
Introduction
|
|
millyuGO®
comprend des stratégies de trajectoire qui empêchent la formation de parois minces et maintiennent à la fois l'intégrité de l'outil et la rigidité du matériau.
Des détails sur le millyuGO® cycle, ses avantages et un exemple vidéo peuvent être trouvés en cliquant sur le lien ici . |

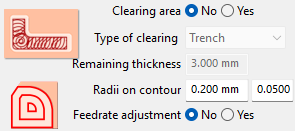
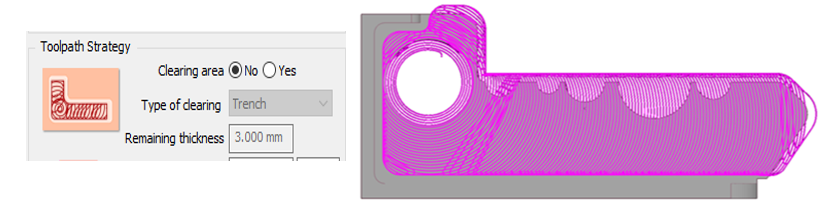
Pas de zone de vidage
|
La millyuGO® trajectoire est optimisée pour l'ensemble du profil/de la zone sélectionné(e). |
||
|
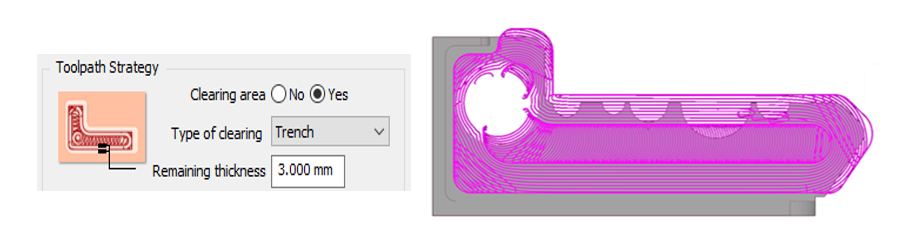
Tranchée
|

Éviter les tôles minces
|
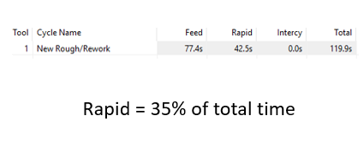
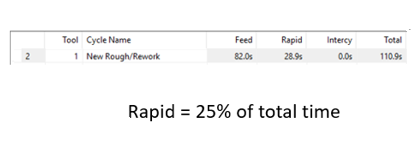
Tranchée: Génère une tranchée d'épaisseur définie par le Epaisseur restante champ le long de la paroi. Ceci est particulièrement utile lors de l'usinage de parois minces. La tranchée assure la rigidité de la paroi pour un usinage correct. Le cycle crée 2 zones avec le contour de la paroi usiné à la fin avec des forces minimales. Dans certains cas, il limite les trajectoires rapides. |
|
|
|
||
|
|
||
|
Éviter les tôles minces: Ce paramètre calcule les trajectoires pour éviter la génération de tôles minces avec le brut. Une épaisseur minimale est assurée pour la rigidité et est usinée en une seule passe dans la trajectoire. |
|||

|
Rayons sur le contour: Le paramètre définit une valeur de rayon à prendre en compte lors du calcul de la trajectoire pour les contours. Cela permet d'atténuer les angles vifs. Le premier champ définit le rayon du contour dans la trajectoire. Le second champ est le rapport du rayon du contour au rayon de l'outil sélectionné. |
||
|
Non
|
Oui
|
Réglage de l'avance: Si réglé sur Oui, l'avance est ajustée en temps réel pour compenser la charge variable sur l'outil pendant l'usinage. Ceci est pour s'assurer que la charge supportée par l'outil est presque constante à tout moment afin de minimiser l'usure de l'outil. |
|