Ouvrir ABUTMENT au format STL et appliquer automatiquement le trajet d'outil.
Nous devons considérer 3 choses :
|
“ Abutment ” 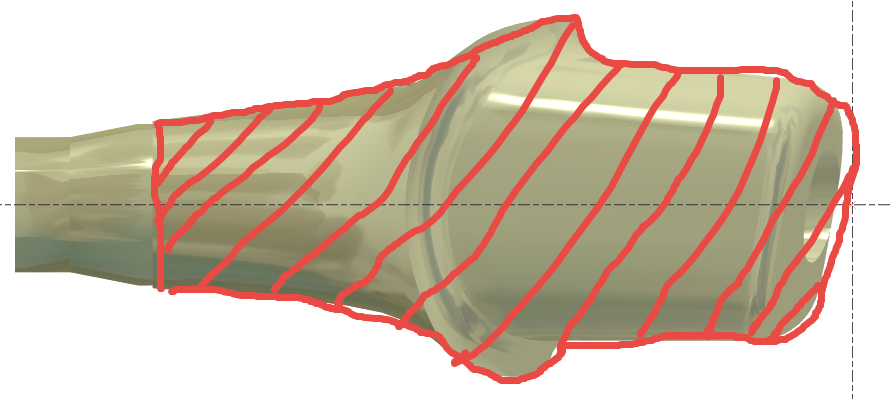
|
“ Connectic ” 
|
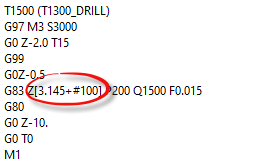
“ Trou ” 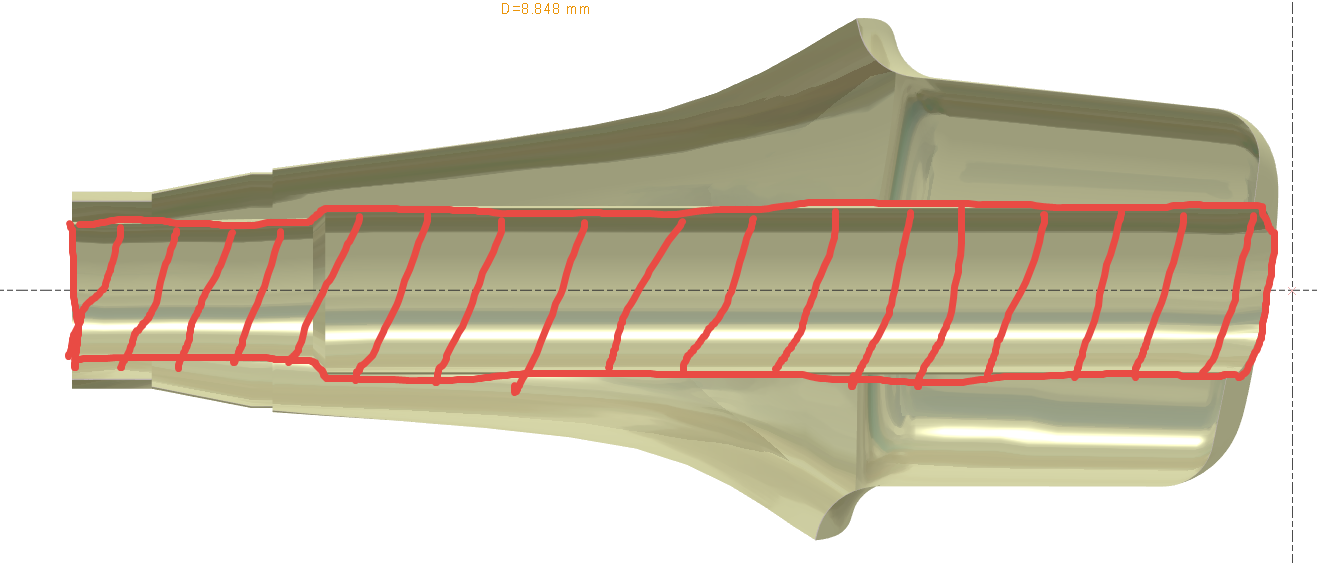
|
|
Pour produire abutment , nous utilisons toujours le même outil pour 100 % de l'abutment. Outil de tournage pour faire le diamètre extérieur : le porte-plaquette est SVJBR – la plaquette est VBMT110302 – ID OUTIL #2 Outil fraise hémisphérique D03 en radial pour faire l'ébauche à C0 et C180 – ID OUTIL #5 Outil fraise hémisphérique D01.5 en radial pour faire le reste de l'usinage et s'assurer que l'outil de finition ne cassera pas – ID OUTIL #3 Outil fraise hémisphérique D02 en axial pour finir le côté d'occlusion (profondeur maximale de 5 mm) – ID OUTIL #6 Outil fraise hémisphérique D01.5 en radial pour finir en 4X Abutment – ID OUTIL #3 |
Pour produire Connectic Outil de tournage arrière – ID OUTIL #3 Fraise 2 tailles D04 pour faire l'hexagone – ID OUTIL #4 Outil à tronçonner – ID OUTIL #1 |
Pour produire le trou : Foret centrage D4 - ID OUTIL #7 Outil de perçage (cet outil est un outil de forme) 2 diamètres différents. Cet outil peut être changé en fonction de chaque fournisseur d'implants et de la taille – ID OUTIL #8 / – ID OUTIL #9 / – ID OUTIL #10 |
NB :
le code G pour Les trous et Connectic ne sont pas gérés par la FAO.
Les trous et Connectic sont gérés par sous-programme.
Le ToolPath pour Les trous et Connectic est toujours le même selon chaque fournisseur
Dans le fichier CN, nous avons « nouveau POINT DE RÉFÉRENCE » ici la variable utilisée est #100
Machine actuelle en production :
Star – SB-20R TypeG
Star - SR 20 JII Type B
Machine en attente
Citizen L20
Chiron FZ08MT