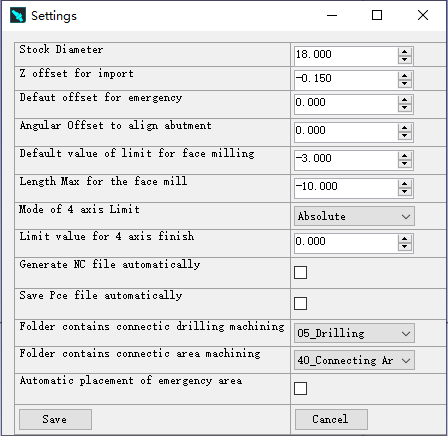
1 - Parameter

|
|
|
Diamètre brut Modifier la valeur dans le fichier Machine puis enregistrer la machine |
Taille du diamètre de la barre 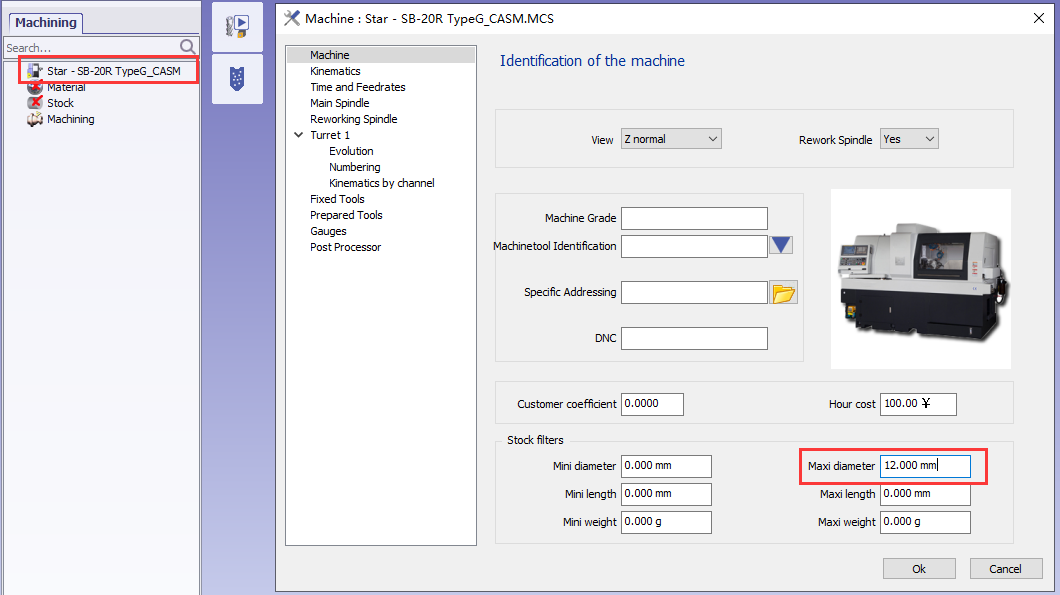
Si la butée est plus grande que le diamètre, un message d'erreur s'affichera |
|
Décalage Z pour l'importation |
Placement de la zone anatomique selon le Z 0. 
|
|
Décalage par défaut pour l'urgence |
Avec un fichier 2shape, le point d'urgence peut être trouvé par l'application. Nous pouvons ajouter une distance de sécurité à ce point |
|
Décalage angulaire pour aligner la butée |
Selon la machine-outil, si les outils de fraisage sont le long de X, la valeur est 0 ; si les outils de fraisage sont le long de Y, la valeur doit être 90 |
|
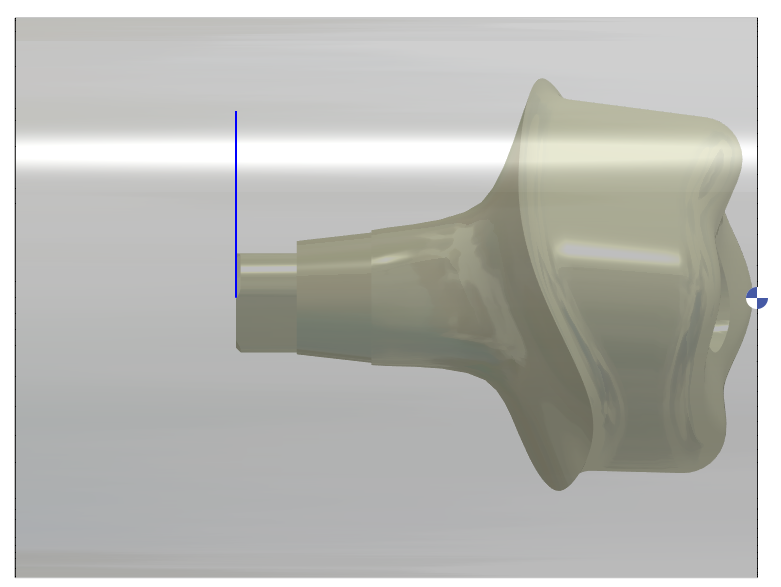
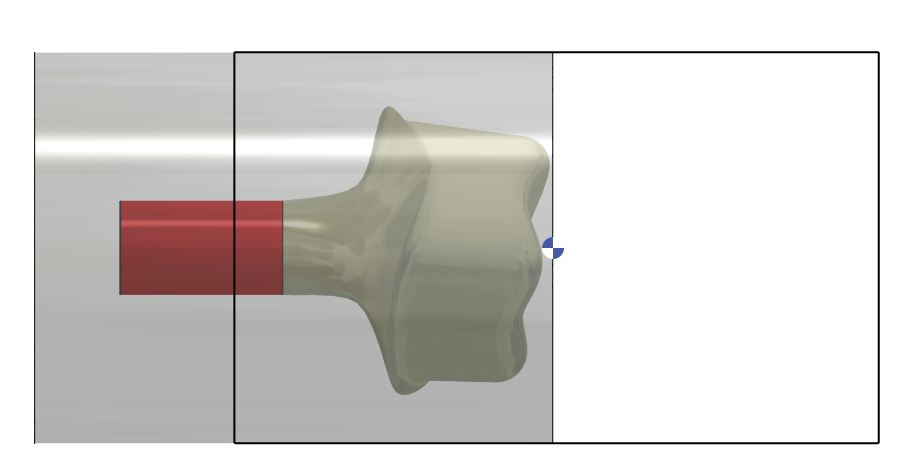
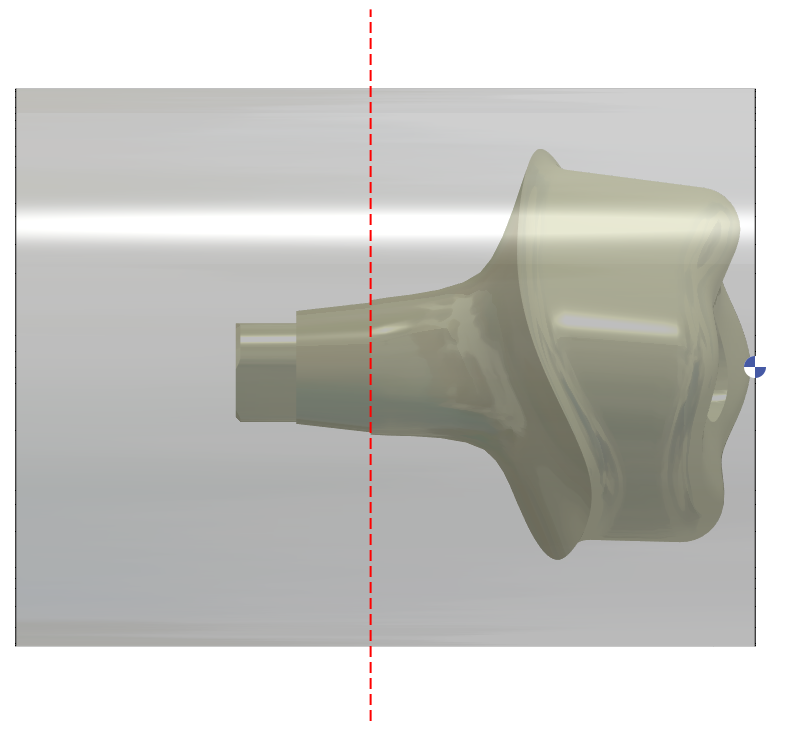
Valeur par défaut de la limite pour le fraisage de face
|
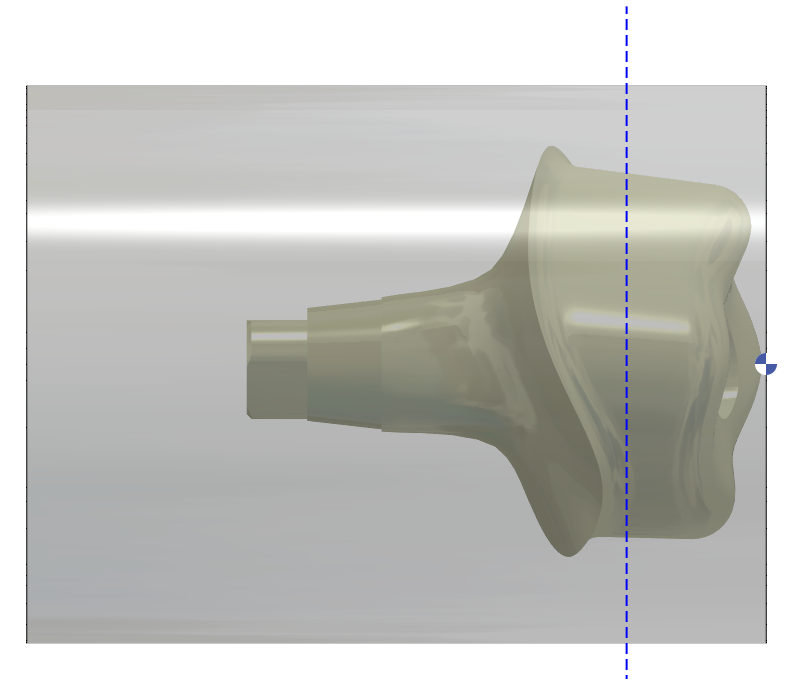
The default distance between the bleu line and the X axis. 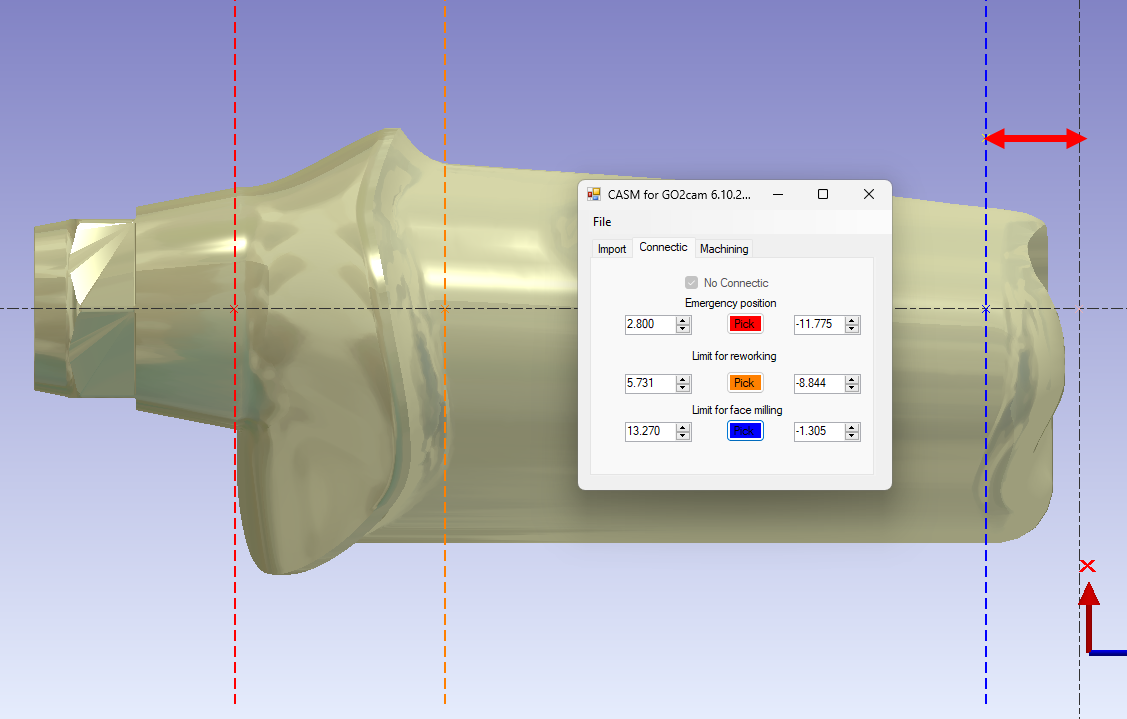
|
|
Longueur maximale pour le fraisage de face |
L'outil axial a une zone Z maximale. 
|
|
Mode de limite 4 axes (absolu / relatif à la limite de face) |
Absolue peut être une valeur négative Relative est utilisé pour gagner du temps et éviter d'avoir 2 trajets d'outil sur la même zone |
|
Générer automatiquement le fichier CN |
Le fichier CN est créé après le calcul dans le même dossier que le fichier STL |
|
Enregistrer automatiquement le fichier PCE |
Le fichier GO2cam (PCE) est enregistré dans le même dossier que le fichier STL |
|
Dossier contenant l'usinage de perçage de connectique |
Spécifiez le dossier contenant l'usinage de perçage |
|
Dossier contenant l'usinage de zone de connectique |
Spécifiez le dossier contenant l'usinage de zone |
|
Placement automatique de la zone d'urgence |
|
2 - Geometry Created
|
Couche |
Commentaire |
Image |
|---|---|---|
|
1 |
Brut et géométrie 2D pour le brut |

|
|
20 |
La géométrie 2D est utilisée pour aider à créer des solides 4 axes (Couche 102). |
|
|
101 |
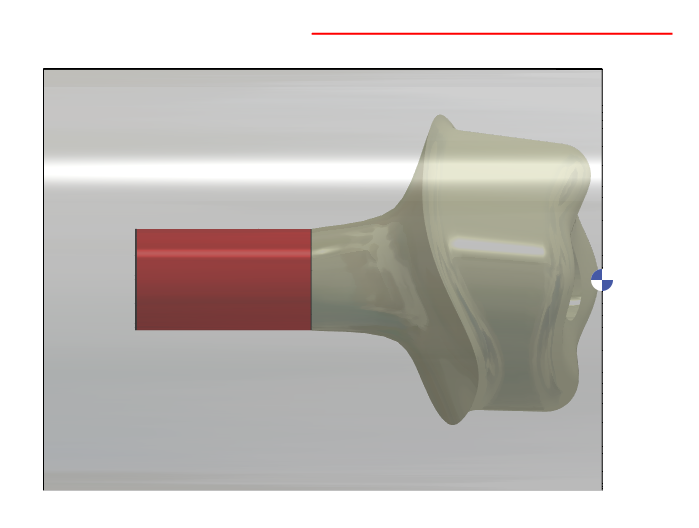
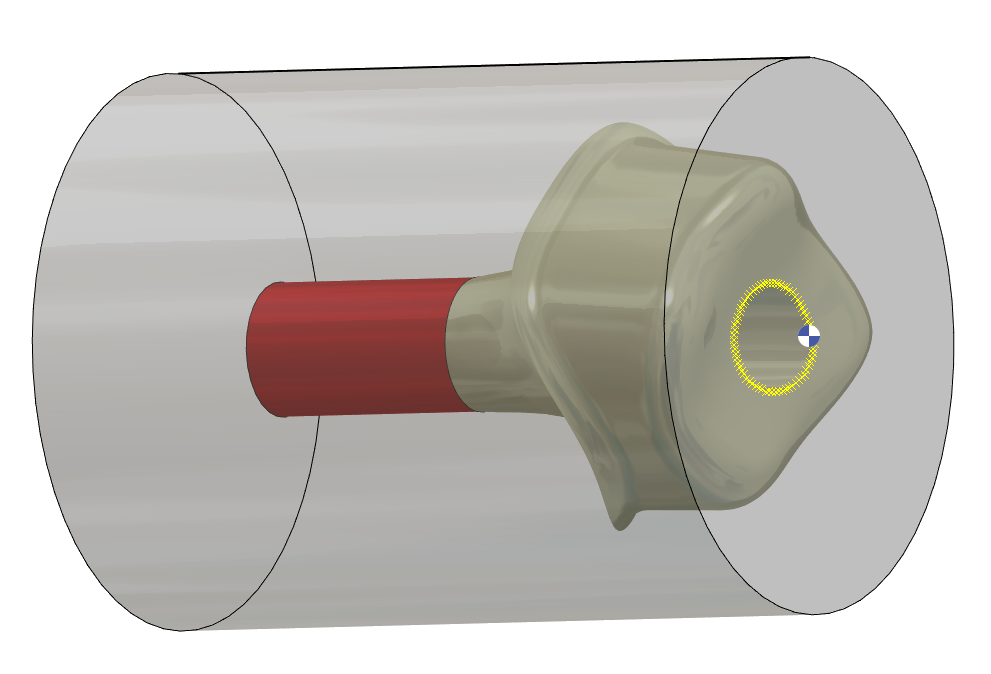
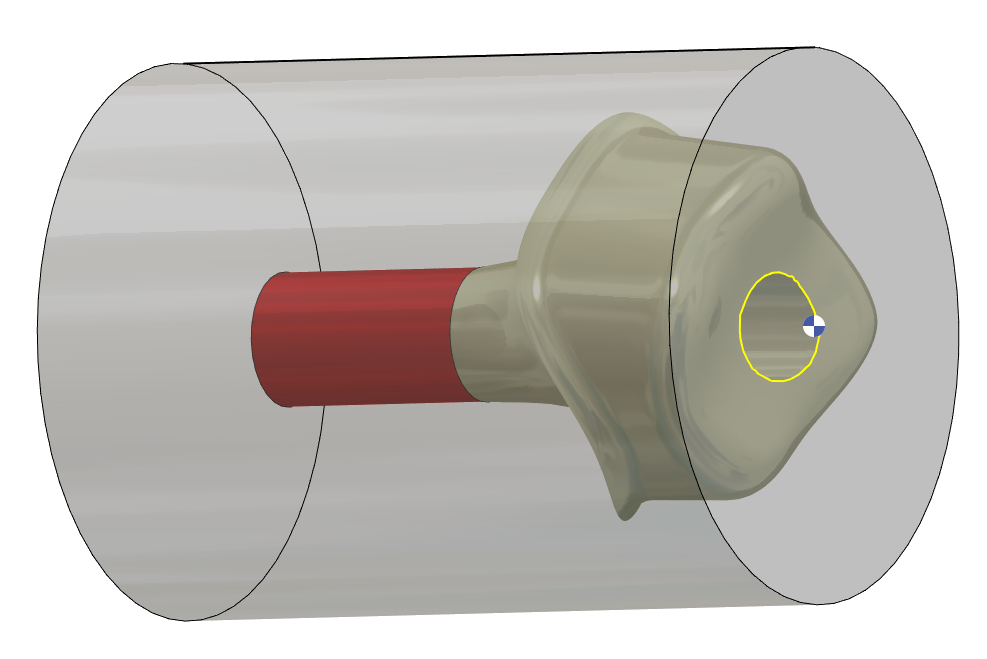
Fichier STL + protection de la zone de connectique + surface CAP sur le trou |
|
|
102 |
Le solide créé sur la face peut être utilisé pour les 4X |
|
|
104 |
Ligne de surfaçage Peut être utilisé pour l'opération de surfaçage en tournage |
|
|
105 |
Ligne de tronçonnage Peut être utilisé pour l'opération de tronçonnage en tournage (Fin du STL) |
|
|
106 |
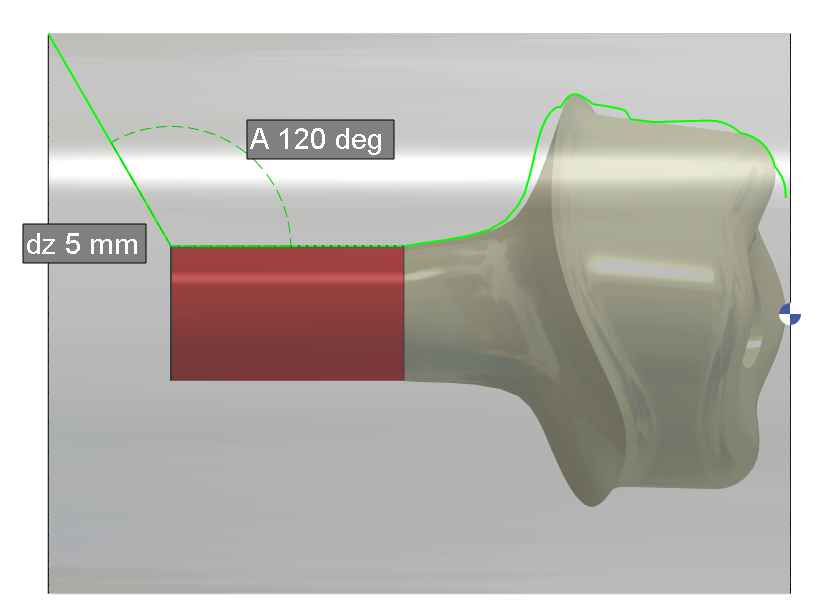
Profil de tournage Basé sur la silhouette STL sans zone de connectique + 5 mm et 120 degrés La longueur et l'angle sont fixes dans l'application |
|
|
107 |
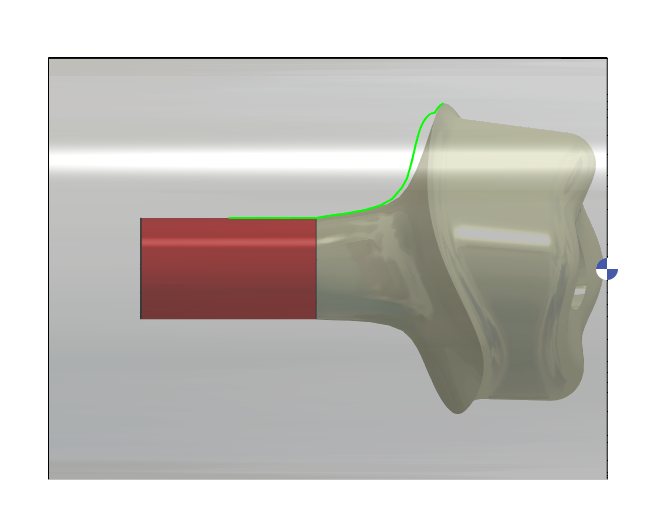
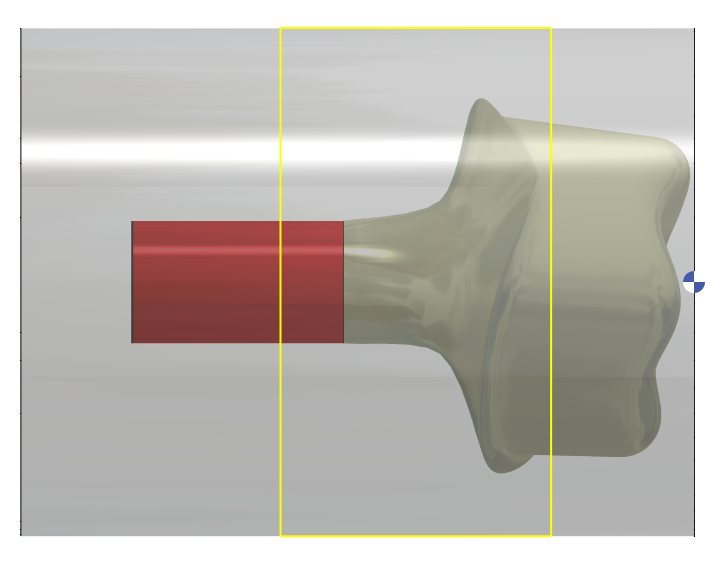
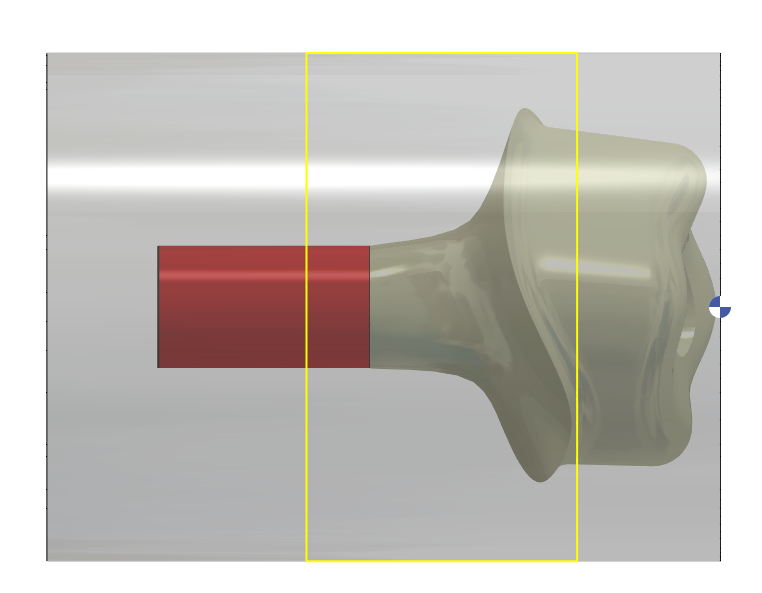
Limitation pour le trajet d'outil 4 axes Peut être défini à partir de la boîte de dialogue des paramètres pour le Z de départ La fin est toujours dans la zone de connectique |
|
|
109 |
Profil de tournage à usiner avec un outil arrière (Certains utilisateurs utilisent cette méthode pour éviter l'opération d'usinage de repos entre la zone de connectique et la ligne de préparation) |
|
|
112 |
Point pour créer une surface CAP sur le trou |
|
|
113 |
Courbe pour créer une surface CAP sur le trou |
|
|
120 |
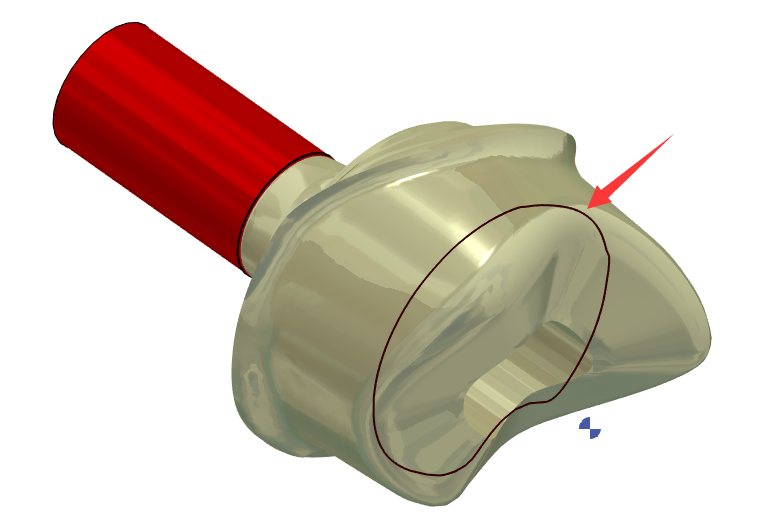
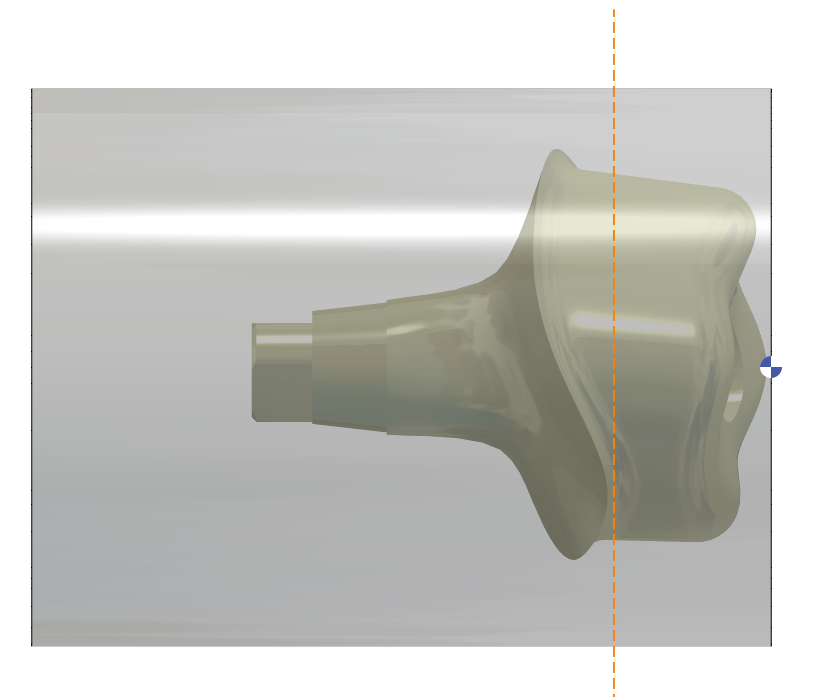
La limite pour le surfaçage en reprise de fraisage à C0 et C180 est selon la ligne de reprise (orange) |
|
|
121 |
La limite pour le surfaçage en reprise de fraisage à C90 et C270 est selon la ligne de reprise (orange) et la zone de connectique |
|
|
122 |
La limite pour le surfaçage brut de fraisage à C0 et C180 est selon la zone de connectique |
|
|
123 |
Face pour limiter le fraisage axial |
|
|
124 |
Courbe pour limiter le fraisage axial |
|
|
160 |
La géométrie 2D est utilisée pour la face pour limiter le fraisage axial (Couche 123) |

|
|
206 |
Point pour définir la zone de connectique |
|
|
207 |
Point pour définir la zone de reprise |
|
|
209 |
Ligne pour définir la zone de reprise |
|
|
210 |
Point pour définir la zone de fraisage axial |
|
|
211 |
Ligne pour définir la zone de fraisage axial |
|
|
252 |
Ligne pour définir la zone de connectique |
|
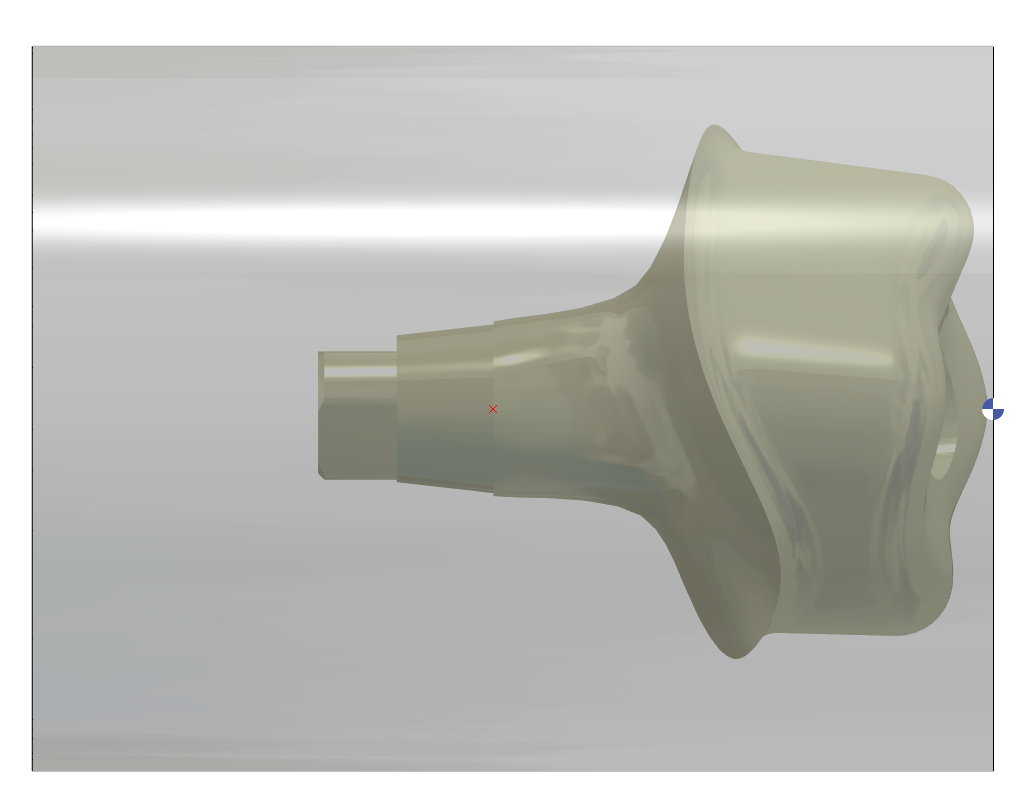
1 – Surface CAP (Couche n°101)
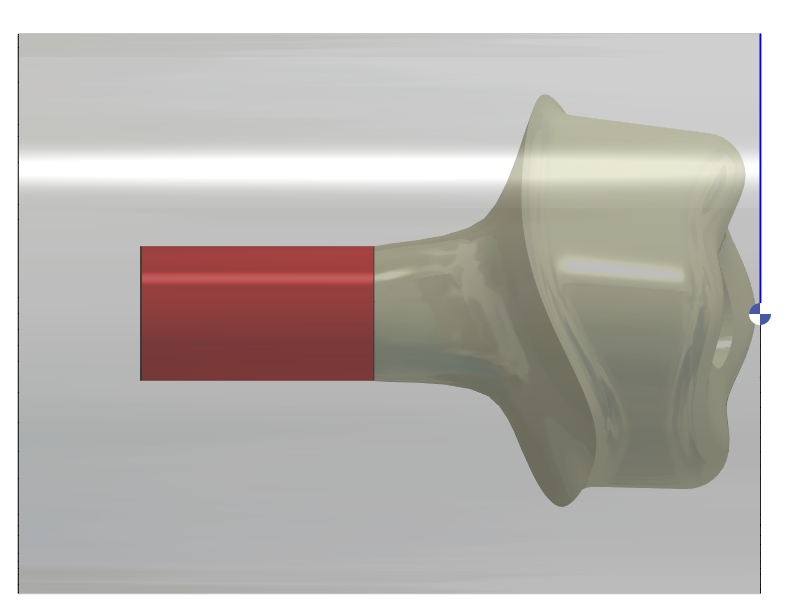
3 – Profil de tournage (basé sur la silhouette rotative du fichier STL) (Couche n°106)
4 – Le profil de tournage est étendu de 5 mm puis de 30 degrés jusqu'à ce que D12 mm soit créé (Couche n°106)
2 – Profil 4 axes pour la finition (Couche n°107)
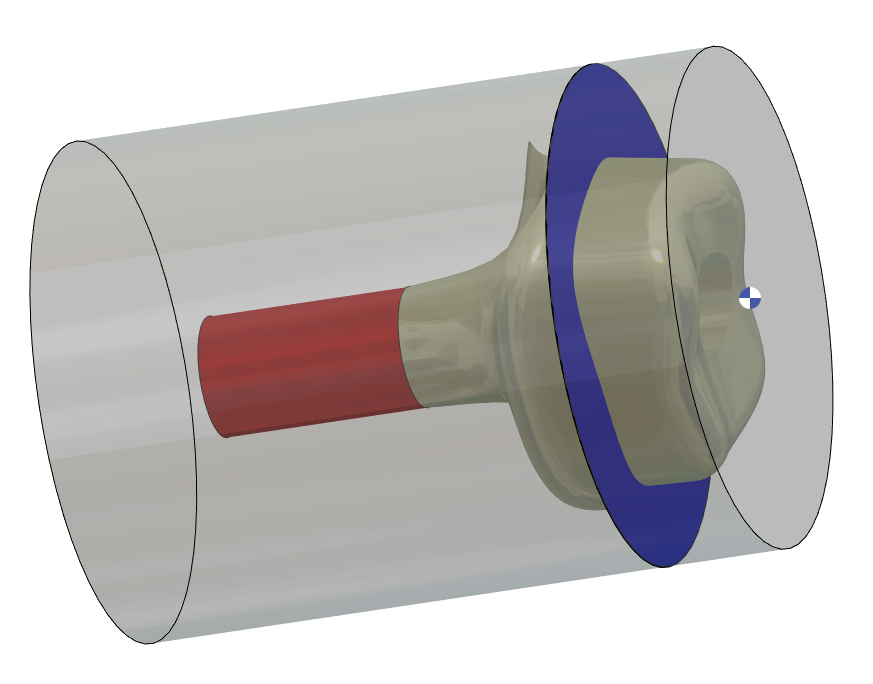
4 – Cylindre autour de la zone de connexion pour la protéger pendant les 4X (Couche n°101)
5 – Un plan est créé tous les 5°. C0 / C5 / C10 / C15 / C20 / C25…
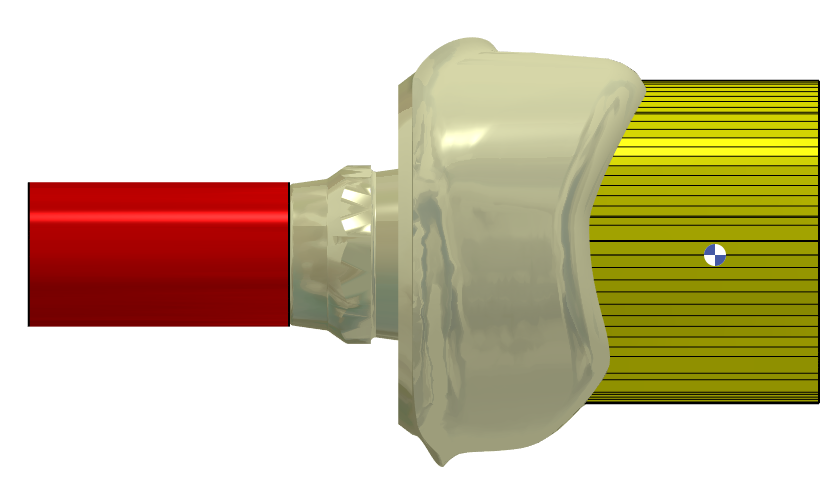
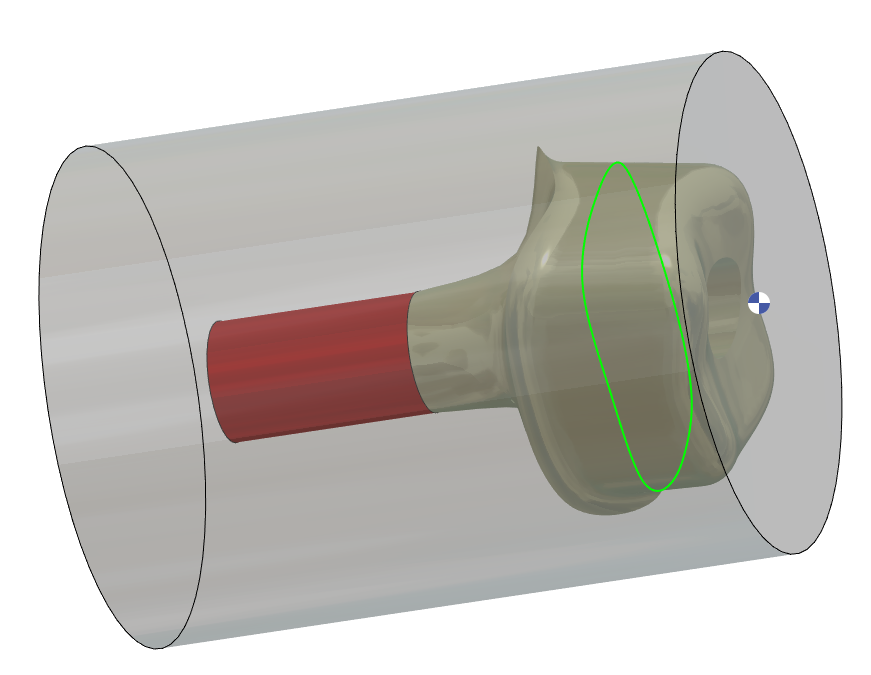
6 – Zone de travail autour du STL (peut être utilisé en C0 et C180) – la zone commence à 10 mm devant le STL et s'arrête à 1,5 mm derrière la ligne d'urgence (Couche n°122)
7 – 2 zones de travail près de la marge et gérées par la limite pour la reprise (peut être utilisé en C0 / C90 / C180 / C270 – la zone est selon Zmin (1,5 mm derrière la ligne d'urgence) et Zmax (point de reprise) – (Couche n°120 et Couche n°121)
Avec la nouvelle amélioration V2.10.207