|
|
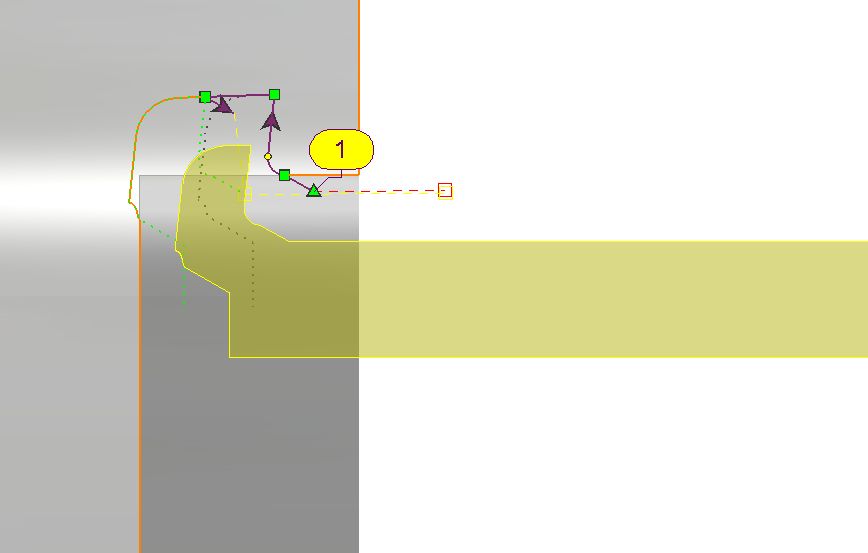
C'est un trajet très spécifique car il suit n'importe quelle géométrie avec un outil de tournage standard et des outils de forme spécifiques. Une passe est calculée, mais soyez très prudent : il n'y a pas de gestion des collisions sur ce cycle ! De plus, il n'y a pas d'enlèvement de matière sur le brut ! |
Points clés
|
Le trajet est déterminé manuellement , en suivant simplement la géométrie sélectionnée avec des mouvements G01 et G02/03. Les points d'approche et de retour sont définis dans la sélection de la géométrie. Ces points contrôlent où l'outil de coupe commence et termine son mouvement par rapport à la pièce.
|
|
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Trajet |
Type de cycle |
|
|
|
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Caractéristiques d'approche et de retour |
Distance de sécurité |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Vitesse de rotation |
Numéro de gamme |
|
|
Avance en Z |
Avance |
|
|
Avance en X |
Sens de rotation |
|
|
Vitesse de rotation maxi |
||
|
|
||
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
Numéro correcteur rayon |
N° correc longueur |
|
|
Information utilisateur |
Commentaire |
Moyen de contrôle |
|
Ensemble d'usinage |
|
|

Paramètres d'options
|
Zone de dialogue |
Paramètres |
|
|
Gestion des collisions |
||
|
Zone de sécurité |
||
|
Calcul des courbes |
Tolérance courbe |
Découpe courbe en |