General Information
|
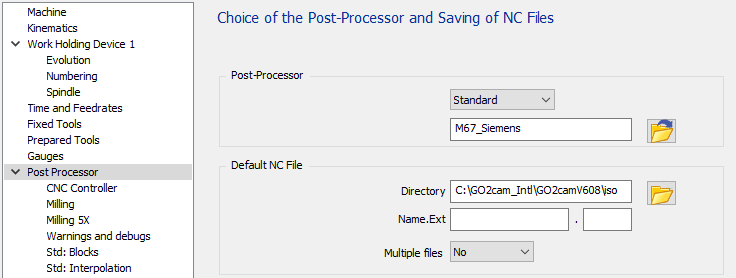
La norme possède trois pages de configuration pour gérer toutes les options disponibles. La première page « Contrôleur CNC » concerne les options CNC. La deuxième page « Fraisage » permet d'adapter la sortie pour le fraisage, les outils, le liquide de refroidissement et les origines. La troisième page « Fraisage » concerne les paramètres 5 axes. |
|
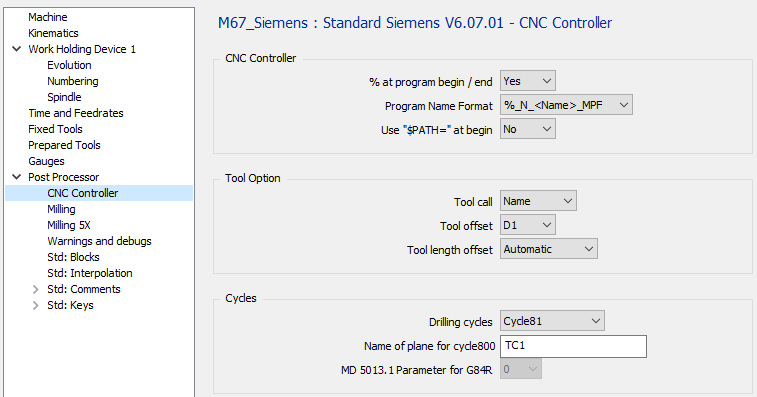
1 CNC Controller page
|
1.1 CNC Controller - % at program begin / end
|
Option |
Résultat |
|
Non |
N5 G00 G53 Z0 … … M30 |
|
Oui |
% N5 G0 G53 Z0 … … M30 % |
1.2 CNC Controller - Program Name Format
|
Option |
Résultat |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0… … … |
|
Sans |
N5 G00 G53 Z0 … … |
1.3 CNC Controller – Use “$PATH=” at Begin
Cette option est disponible uniquement si %_N_<name>_MPF est utilisé
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Oui |
%_N_PROG_MPF ;$PATH=/_N_PART_DIR N5 G00 G53 Z0… … … |
1.4 Tool Option – Tool Call
|
Option |
Résultat |
|
Numéro |
… … T01 M06 … … |
|
Nom |
… … T=”MILL_D10” M06 … … |
1.5 Tool Option – Tool Offset
|
Option |
Résultat |
|
D1 |
… … T01 D01 … … T02 D01 … … |
|
D |
… … T01 D01 … … T02 D02 … … |
1.6 Tool Option – Tool Length Offset
|
Option |
Résultat |
|
Automatique |
… … T01 D01 Z20 … … |
|
G43 H.. |
… … T01 G43 H01 Z20 … … |
1.7 Cycles – Drilling Cycles
|
Option |
Résultat |
|
Cycle81 |
… MCALL CYCLE81(2,0,2,-10.412,) … MCALL … |
|
Type Fanuc |
… G81 G94 Z-10.412 R2. F606 … G80 … |
|
G81 R… |
… R2=0 R3=10.412 R10=2 G81 … G80 … |
1.8 Cycles – Name of Plane for CYCLE800
|
Option |
Résultat |
|
“TC1” |
… CYCLE800(1,” TC1 ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
|
“TABLE” |
… CYCLE800(1,” TABLE ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
1.9 Cycles – MD 5013.1 Parameter for G84 R
Cela définit si le G84 R est utilisé avec ou sans encodeur. Ceci est lié au paramètre machine « MD 5013.1 ». Cela modifie les valeurs R6 et R7.
Fonctionne uniquement pour le taraudage non rigide.
|
Option |
Résultat |
|
0 |
… R2=0 R3=6 R4=0 R6=4 R7=3 R9=0.8 R10=2 R11=0 G84 … G80 … |
|
1 |
… R2=0 R3=6 R4=0 R6=0 R9=0.8 R10=2 R11=0 G84 … G80 … |
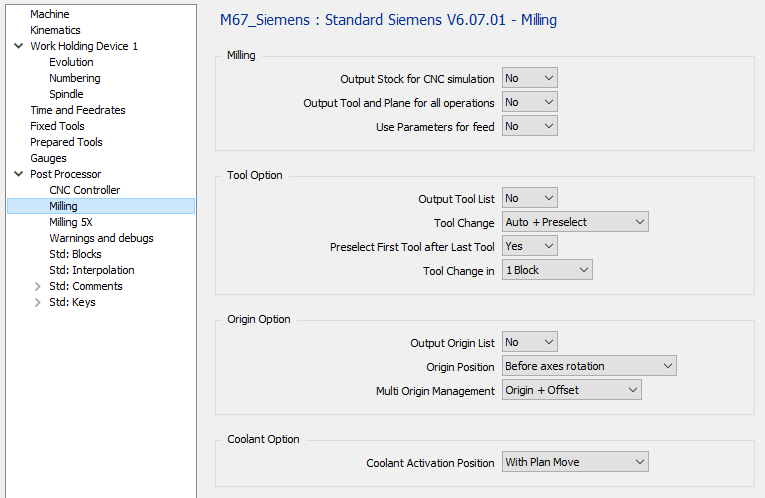
2 Milling page
|
2.1 Milling – Output Stock for CNC Simulation
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … |
|
Oui |
%_N_PROG_MPF WORKPIECE(,””,,”BOX”,112,1-39,0,-42.5,-35,42.5,35) … |
2.2 Milling – Output Tool and Plane for all operations
|
Option |
Résultat |
|
Non |
;OP 1 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 AVEC OUTIL 1 ET PLAN 1 … … |
|
Oui |
;OP 1 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … |
2.3 Milling – Use Parameters for Feed
|
Option |
Résultat |
|
Non |
T01 D01 M06 G00 X.. Y.. Z.. Z-.. F160 G1 X.. Y.. F200 … … |
|
Oui |
R21 = 200 R22 = 160 T01 D01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F=R22 G01 X.. Y.. F=R21 … … |
2.4 Tool Option – Output Tool List
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … … |
|
Oui |
%_N_PROG_MPF ;DÉBUT LISTE OUTILS ;FRAISE D10 T01 ;FORET D08 T02 … ;FIN LISTE OUTILS … … |
2.5 Tool Option – Tool Change
|
Option |
Résultat |
|
Manuel |
… ;FRAISE D10 M0 … |
|
Automatique |
… ;FRAISE D10 T01 D01 M06 … |
|
Auto + présélection |
… ;FRAISE D10 T01 D01 M06 T02 … |
2.6 Tool Option – Preselect First Tool after Last Tool
|
Option |
Résultat |
|
Non |
;PREMIÈRE OPÉRATION T01 D01 M06 T02 … … ;DERNIÈRE OPÉRATION T05 D01 M06 … … M30 |
|
Oui |
;PREMIÈRE OPÉRATION T01 M06 T02 … … ;DERNIÈRE OPÉRATION T05 D01 M06 T01 … … M30 |
2.7 Tool Option – Tool Change in
|
Option |
Résultat |
|
1 Bloc |
… … T01 D01 M06 … … |
|
2 Blocs |
… … T01 D01 M06 … … |
2.8 Origin Option – Output Origin List
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … … |
|
Oui |
%_N_PROG_MPF ;DÉBUT LISTE ORIGINES ;G54 ;G55 ;FIN LISTE ORIGINES … … |
Origin position
|
Option |
Résultat |
|
Après rotation des axes |
|
|
Avant rotation des axes |
|
2.9 Origin Option – Multi Origin Management
|
Option |
Résultat |
|
Origine seule |
% O1000 … G54 … |
|
Origine + Décalage |
% O1000 … G54 TRANS X10 Y20 Z10 … |
Sans MTE :
Si l'option est définie sur « Origine seule » pour chaque origine définie sur la pièce, nous allons générer un code G différent, G54, puis G55, G56… Cela signifie que vous êtes limité par le nombre d'origines gérées par la CNC. Si vous pouvez avoir plus d'origines, vous devez utiliser la deuxième option « Origine + Décalage »
Si l'option est définie sur « Origine + Décalage », elle ne générera que G54 et le décalage avec G52
Avec MTE :
L'origine peut être définie dans le nom de l'origine avec la syntaxe suivante « $G54_ ». Cela signifie que G54 sera utilisé dans le programme CN. S'il n'y a pas de nom décodé défini, il générera l'origine par défaut G54.
Si vous utilisez « Origine + Décalage », vous ne devez utiliser qu'une seule origine pour toutes vos opérations car tous les décalages sont calculés à partir de l'origine du plan de référence ou de l'origine unique.
Vous pouvez ajouter chaque texte après le trait de soulignement pour reconnaître votre décalage « $G54_Up », « $G54_Right », …
Avec machine 5 axes :
Le décalage d'origine est généré avec la fonction de plan incliné G68.1 s'il est défini pour être généré. Cela signifie qu'aucun G52 n'est généré.
2.10 Coolant Option – Coolant Activation Position
|
Option |
Résultat |
|
Avec broche |
… … T01 D01 M06 S800 M03 M08 G00 X.. Y.. Z… … … |
|
Avec déplacement de plan |
… … T01 D01 M06 S800 M3 G00 X.. Y.. M8 Z.. … … |
|
Avec plongée |
… … T01 D01 M06 S800 M03 G00 X.. Y.. Z.. M08 … … |
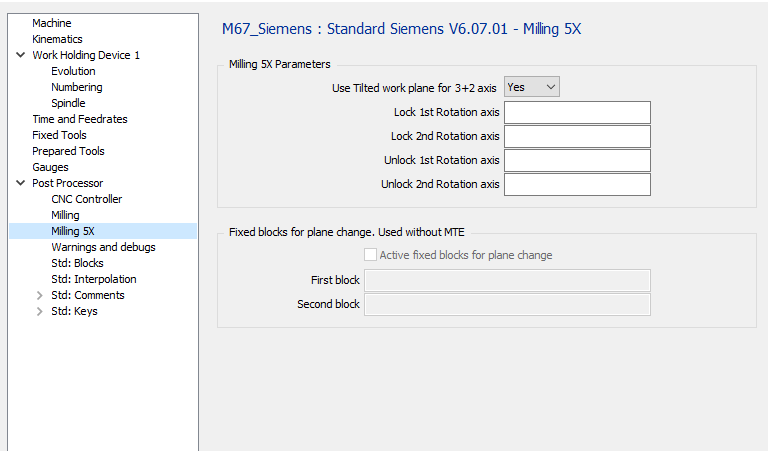
3 Milling 5X
|
3.1 Milling 5X Parameters – Use Tilted work Plane for 3+2 Axis
|
Option |
Résultat |
|
Non |
… … T01 D01 M06 C180 A-90 … … |
|
Oui |
… … T01 D01 M06 CYCLE800(1,“TC1 »,0,39,0,0,0,180,-90,0,0,0,0-1) … … |
3.2 Paramètres de fraisage 5X – Verrouillage 1 1er Axe de rotation
|
Option |
Résultat |
|
vide |
… … C180 … … |
|
“M10” |
… … C180 M10 … … |
3.3 Paramètres de fraisage 5X – Verrouillage 2 2ème Axe de rotation
|
Option |
Résultat |
|
vide |
… … B-90 … … |
|
“M12” |
… … B-90 M12 … … |
3.4 Paramètres de fraisage 5X – Déverrouillage 1 1er Axe de rotation
|
Option |
Résultat |
|
vide |
… … C180 … … |
|
“M11” |
… … M11 C180 … … |
3.5 Paramètres de fraisage 5X – Déverrouillage 2 2ème Axe de rotation
|
Option |
Résultat |
|
vide |
… … B-90 … … |
|
“M13” |
… … M13 B-90 … … |
3.6 Fixed blocks for plane change - Active fixed blocks for plane change
Cette option est utilisée uniquement s'il n'y a pas de cinématique définie dans la configuration de la machine.
|
Option |
Résultat |
|
coché |
Les blocs fixes définis seront générés s'il y a un changement de plan |
|
décoché |
Aucun bloc ne sera généré s'il y a un changement de plan. |
3.7 Fixed blocks for plane change - First and second
|
Option |
Résultat |
|
Vide |
… … |
|
“G0 Z100” |
… … G00 Z100 … … |
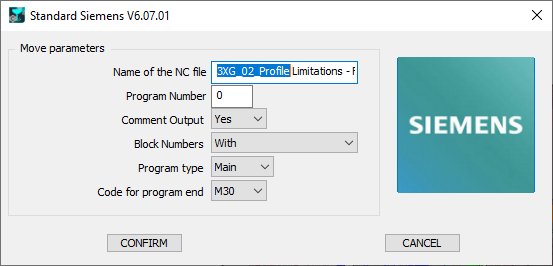
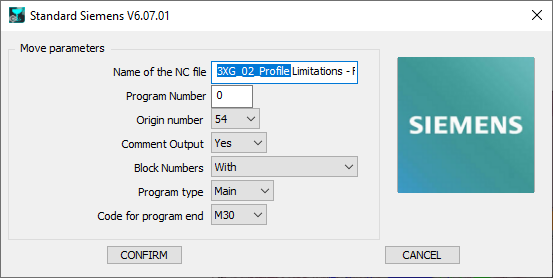
4 Launch page
|
Avec cinématique machine définie |
Sans cinématique machine définie |
|
|
4.1 Name of the NC File
Définissez ici le nom du fichier CN généré. L'extension doit être définie dans la configuration MCF.
4.2 Program Number
Si 0 est défini, le numéro de programme sera défini sur 1.
|
Option |
Résultat |
|
0 |
%MPF1 … … |
|
“10” |
%MPF10 … … |
|
“1234” |
%MPF1234 … … |
4.3 Origin Number
Ce paramètre est utilisé uniquement si la cinématique n'est pas définie dans le fichier machine. Le paramètre définit la première origine utilisée dans le programme CN.
Si le paramètre à traiter multi origine est défini sur « Origine seule », le numéro d'origine est incrémenté lorsqu'un plan change.
|
Option |
Résultat |
|
54 |
%MPF1 T01 M06 G54 … |
|
55 |
%MPF1 T01 M06 G55 … |
4.4 Comment Output
|
Option |
Résultat |
|
Non |
… … T01 D01 M06 … … |
|
Oui |
… … ;FACE ;FRAISE D12 T01 D01 M06 … … |
4.5 Block Numbers
|
Option |
Résultat |
|
Avec |
… N5 T01 D01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … … N50 T02 D01 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … … |
|
Sans |
… T01 D01 M06 G0 X.. Y.. G43 Z.. H1 … … T02 D02 M06 G00 X.. Y.. G43 Z.. H2 … … |
|
Changement d'outil uniquement |
… N5 T01 D01 M06 G00 X.. Y.. G43 Z.. H1 … … N10 T02 D01 M06 G00 X.. Y.. G43 Z.. H2 … … |
4.6 Program Type :
|
Option |
Résultat |
|
Principal |
%MPF1 … … M30 |
|
Secondaire |
%SPF1 … … M17 |
4.7 Code for Program End
|
Option |
Résultat |
|
M30 |
… … M30 |
|
M02 |
… … M02 |