|
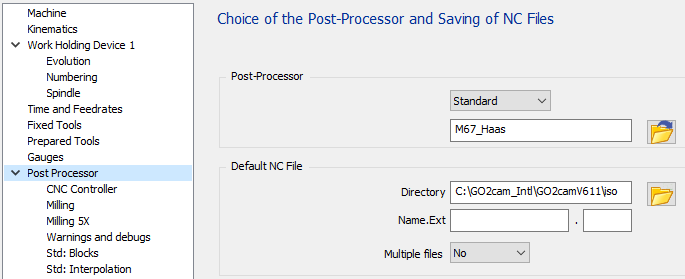
La norme possède trois pages de configuration pour gérer toutes les options disponibles : La première page « Contrôleur CN » concerne les options CN. La deuxième page « Fraisage » permet d'adapter la sortie pour le fraisage, les outils, le liquide de refroidissement et les origines. La troisième page « Fraisage » concerne les paramètres 5 axes. |
|
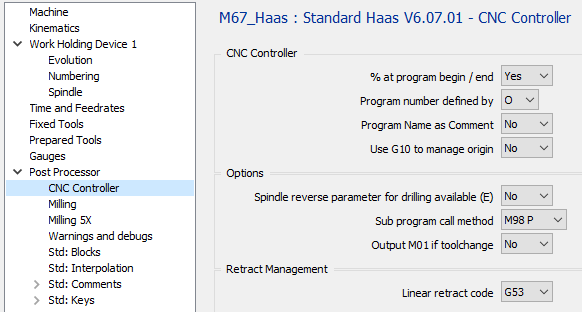
Page Contrôleur CN
Section Contrôleur CN
|
% au début/à la fin du programme
|
Option |
Résultat |
|
Non |
O1000 … M30 |
|
Oui |
% O1000 … M30 % |
Numéro de programme défini par
|
Option |
Résultat |
|
O |
% O 1000 … M30 % |
|
: |
% : 1000 … M30 % |
Nom du programme en commentaire
|
Option |
Résultat |
|
Non |
% O1000 … M30 % |
|
Oui |
% O1000 (NOM DE LA PIÈCE) … M30 % |
Utiliser G10 pour gérer les origines
|
Option |
Résultat |
|
Non |
% O1000 … M30 % |
|
Oui |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … M30 % |
Section Options
Paramètre d'inversion de broche pour le perçage disponible (E)
Ajouté à partir de la V6.08.
Définir si la machine peut utiliser le paramètre E pour le cycle de perçage. Ce paramètre inverse le sens de rotation de la broche pour le retrait du fond du trou. La valeur est la vitesse de broche. Le post-processeur utilisera la même vitesse pour percer.
Ce paramètre peut être utilisé uniquement pour G81, G82 et G83.
Si le paramètre E ne peut pas être utilisé, la sortie sera décomposée.
|
Option |
Résultat |
|
Non |
S1000 M03 G0 X10 Y10 G0 Z2 G1 Z-10 F500 M04 Z2 |
|
Oui |
S1000 M03 G00 X10 Y10 G00 Z2 G81 X10 Y10 Z-10 E1000 F500 G80 |
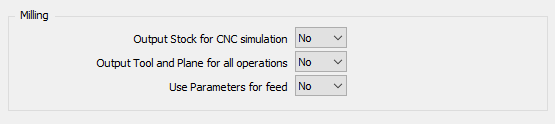
Page Fraisage
Section Fraisage
|
Matière brute de sortie pour la simulation CN
Il n'y a pas de sortie pour la machine Haas.
|
Option |
Résultat |
|
Non |
% O1000 … |
|
Oui |
% O1000 … |
Outil et plan de sortie pour toutes les opérations
|
Option |
Résultat |
|
Non |
(OP 1 AVEC OUTIL 1 ET PLAN 1) T1 M6 G52 X0 Y0 Z0 B90 C0 G254 … (OP 2 AVEC OUTIL 1 ET PLAN 1) … |
|
Oui |
(OP 1 AVEC OUTIL 1 ET PLAN 1) T01 M06 G52 X0 Y0 Z0 B90 C0 G254 … (OP 2 AVEC OUTIL 1 ET PLAN 1) T01 M06 G52 X0 Y0 Z0 B90 C0 G254 … |
Utiliser les paramètres pour l'avance
|
Option |
Résultat |
|
Non |
T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G01 X.. Y.. F200 … |
|
Oui |
#1 = 200 #2 = 160 T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F#2 G01 X.. Y.. F#1 … |
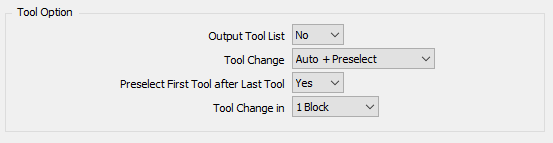
Section Option Outil
|
Liste des outils de sortie
|
Option |
Résultat |
|
Non |
% O1000 … |
|
Oui |
% O1000 (DÉBUT DE LA LISTE DES OUTILS) (T01 FRAISE D10) (T02 FORET D08) … (FIN DE LA LISTE DES OUTILS) … |
Changement d'outil
|
Option |
Résultat |
|
Manuel |
… M00 … |
|
Automatique |
… T01 M06 … |
|
Auto + présélection |
… T01 M06 T02 … |
Présélection du premier outil après le dernier outil
|
Option |
Résultat |
|
Non |
(PREMIÈRE OPÉRATION) T01 M06 T02 … (DERNIÈRE OPÉRATION) T05 M06 … M30 |
|
Oui |
(PREMIÈRE OPÉRATION) T01 M06 T02 … (DERNIÈRE OPÉRATION) T05 M06 T01 … M30 |
Changement d'outil en
|
Option |
Résultat |
|
1 bloc |
… T01 M06 … |
|
2 blocs |
… T05 M06 … |
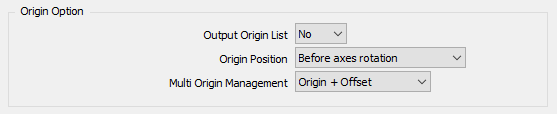
Section Option Origine
|
Liste des origines de sortie
|
Option |
Résultat |
|
Non |
% O1000 … |
|
Oui |
% O1000 (DÉBUT DE LA LISTE DES ORIGINES) (G54) (G55) (FIN DE LA LISTE DES ORIGINES) … |
Position d'origine
|
Option |
Résultat |
|
Après rotation des axes |
B0.C0. … G54 G52 X0. Y0. Z0 |
|
Avant rotation des axes |
G54 G52 X0.Y0.Z0 …. B0.C0.E
|
Gestion multi-origine
|
Option |
Résultat |
|
Origine uniquement |
% O1000 … G54 … |
|
Origine + décalage |
% O1000 … G54 G52 X10 Y20 Z10 … |
Sans MTE :
Si l'option est définie sur « Origine uniquement » pour chaque origine définie sur la pièce, nous générerons un code G différent, G54, puis G55, G56… Cela signifie que vous êtes limité par le nombre d'origines gérées par la CN. Si vous pouvez avoir plus d'origines, vous devez utiliser la deuxième option « Origine + décalage »
Si l'option est définie sur « Origine + décalage », elle ne génèrera que G54 et le décalage avec G52
Avec MTE :
L'origine peut être définie dans le nom de l'origine avec la syntaxe suivante : « $G54_ ». Cela signifie que G54 sera utilisé dans le programme CN. S'il n'y a pas de nom décodé défini, il génèrera l'origine par défaut G54.
Si vous utilisez « Origine + décalage », vous ne devez utiliser qu'une seule origine pour toutes vos opérations car tous les décalages sont calculés à partir de l'origine du plan de référence ou de l'origine unique.
Vous pouvez ajouter n'importe quel texte après le trait de soulignement pour reconnaître votre décalage « $G54_Haut », « $G54_Droite »,…
Section Option Liquide de Refroidissement

|
Position d'activation du liquide de refroidissement
|
Option |
Résultat |
|
Avec broche |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
Avec déplacement de plan |
… T01 M06 S8000 M3 G00 X.. Y.. M08 G43 H1 Z.. … |
|
Avec mouvement de plongée |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
Page Fraisage 5X
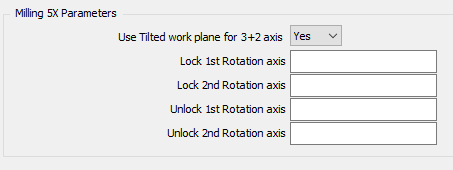
Paramètres Fraisage 5X
|
Utiliser le plan de travail incliné pour les axes 3+2
|
Option |
Résultat |
|
Non |
… T01 M06 C180 B-90 … |
|
Oui |
… … T01 M06 C180 B-90 G254 … … |
Axe de rotation
|
Option |
Résultat |
Option |
Résultat |
|
Verrouiller 1 1er Axe de rotation |
Verrouiller 2 2e Axe de rotation |
||
|
vide |
… C180 … |
vide |
… B-90 … |
|
"M10" |
… C180 M10 … |
"M12" |
… B-90 M12 … |
|
Déverrouiller 1 1er Axe de rotation |
Déverrouiller 2 2e Axe de rotation |
||
|
vide |
… C180 … |
vide |
… B-90 … |
|
"M11" |
… M11 C180 … |
"M13" |
… M13 B-90 … |
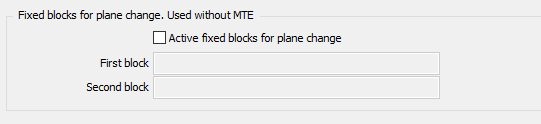
Blocs fixes pour changement de plan (utilisés sans MTE)
|
Blocs fixes actifs pour changement de plan
Cette option est utilisée uniquement s'il n'y a pas de cinématique définie dans la configuration de la machine.
|
Option |
Résultat |
|
coché |
Les blocs fixes définis seront générés s'il y a un changement de plan |
|
décoché |
Les blocs standard seront générés s'il y a un changement de plan. G0 G91 G28 Z0 |
Premier et deuxième bloc
Pour éviter la sortie standard, cochez l'option pour activer les blocs fixes et laissez les champs du premier et du deuxième bloc vides.
|
Option |
Résultat |
|
Vide |
… … |
|
"G00 Z100" |
… G00 Z100 … |
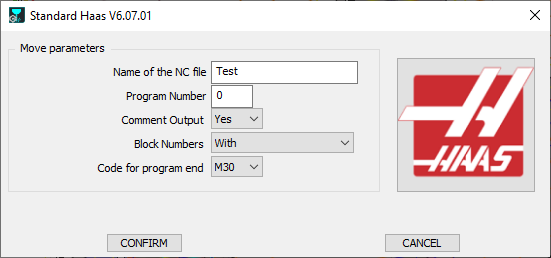
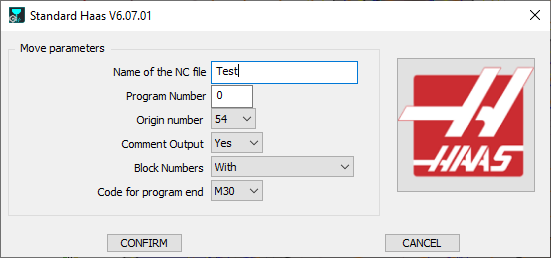
Page de lancement
|
Avec cinématique machine définie |
Sans cinématique machine définie |
|
|
Nom du fichier CN
Définissez ici le nom du fichier CN généré. L'extension doit être définie dans la configuration MCF.
Numéro de programme
Si 0 est défini, le nom du programme sera défini sur 1.
|
Option |
Résultat |
|
0 |
% O1 … |
|
“10” |
% O10 … |
|
“1234” |
% O1234 … |
Sortie de commentaire
|
Option |
Résultat |
|
Non |
… T01 M06 … |
|
Oui |
… (FACE) (FRAISE D12) T01 M06 … |
Numéro d'origine
Ce paramètre est utilisé uniquement si la cinématique n'est pas définie dans le fichier machine. Le paramètre définit la première origine utilisée dans le programme CN.
Si le paramètre pour traiter la multi-origine est défini sur « Origine uniquement », le numéro d'origine est incrémenté lorsqu'un plan change.
|
Option |
Résultat jusqu'à 8055 |
|
54 |
% O10 T01 M06 G54 … |
|
55 |
% O10 T01 M06 G55 … |
Sortie de commentaire
|
Option |
Résultat |
|
Non |
… T01 M06 … |
|
Oui |
… (FACE) (FRAISE D12) T01 M06 … |
Numéros de blocs
|
Option |
Résultat |
|
Avec |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
Sans |
O1000 T01 M06 G00 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
Changement d'outil uniquement |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
Code pour la fin du programme
|
Option |
Résultat |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |