L'optimisation est l'ordonnancement des opérations pour optimiser la présence de l'opérateur et le temps d'usinage. Elle peut être définie :
-
dans la stratégie elle-même,
-
elle peut être modifiée lors de l'application de la stratégie,
-
elle peut être définie après la création des trajets d'outils, dans ce cas elle combine les formes de matrice et de poinçons.
|
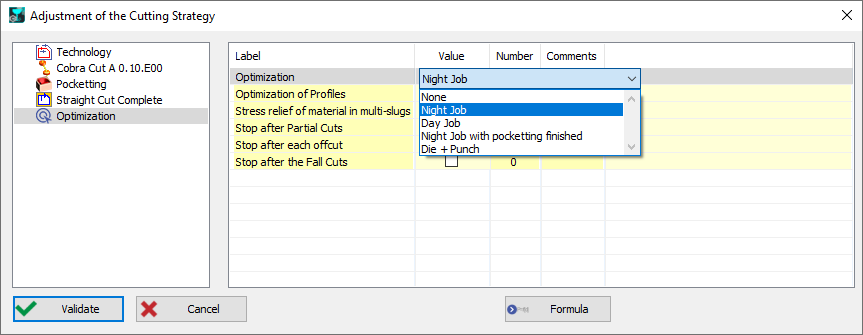
Quatre types d'optimisation sont possibles :
|
|
|
Optimisation travail de nuit
Avantage : toutes les passes d'ébauche sont effectuées pendant la nuit. |
La découpe de poche et les matrices partielles sont effectuées en l'absence de l'opérateur. la plus petite chute possible est laissée. Un arrêt est appliqué après les opérations. La découpe de chute pour les opérations de matrices est effectuée en présence de l'opérateur. Un arrêt est appliqué après pour que l'opérateur puisse retirer les chutes de matrices. Les opérations de finition pour les poches et les matrices sont effectuées en présence de l'opérateur. Un arrêt est appliqué après pour préparer les opérations de poinçonnage. Enfin, les opérations de poinçonnage (passes partielles, découpe de chute et de finition) sont effectuées en présence de l'opérateur. |
|
Optimisation travail de nuit avec évidement terminé
Avantage : gain de temps car il n'y a pas de chute lors de l'opération de poche. |
La procédure d'opération est similaire à l'optimisation du travail de nuit avec une seule différence. Les passes de finition pour les poches sont également effectuées la nuit en l'absence de l'opérateur. |
|
Optimisation travail de jour
|
Forme par forme : l'opérateur est présent tout le temps et chaque pièce est finie une par une. |
|
Optimisation matrice et poinçon Il s'agit d'un cas particulier pour une pièce avec des opérations de découpe de matrice et de poinçon
|
Les opérations de poches, de matrices partielles et de poinçons partiels sont effectuées en l'absence de l'opérateur. L'avantage ici est que les coupes maximales sont effectuées avant toute action manuelle. Un arrêt est appliqué après pour que l'opérateur puisse serrer les chutes de matrices et les formes de poinçons en même temps. Les découpes de chute pour les matrices sont effectuées en présence de l'opérateur. Un arrêt est appliqué après pour que l'opérateur puisse retirer les chutes de matrices. Les passes de finition pour les matrices et les découpes de chute pour les poinçons sont ensuite effectuées en l'absence de l'opérateur. 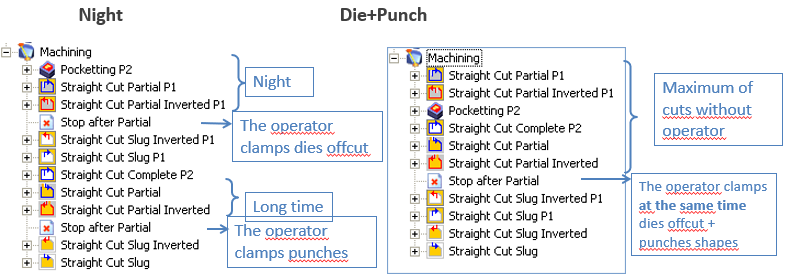
|
|
Optimisation des profils L'optimisation de la coupe a la priorité, mais l'ordre de sélection des profils peut ne pas être respecté. L'activation de cette option optimise l'ordre des profils. |
|
|
Arrêt après les coupes partielles |
Coupes partielles : passes partielles et coupe de chute à micro-chute |
|
Arrêt après chaque chute |
Le but est de pouvoir serrer la pièce, et couper et retirer la chute entre chaque pièce |
|
Arrêt après les coupes de chute |
Arrêt entre les passes de découpe de chute et de finition (complète) |