|
|
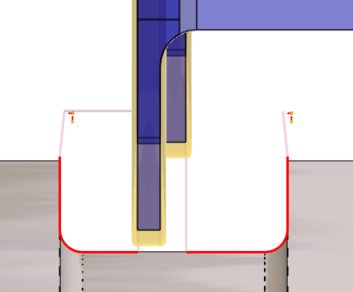
Ce cycle de finition est supposé être utilisé après d'autres cycles de défonçage. Mais il a aussi une utilisation spécifique:
|
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Trajet |
||
|
Stratégie d'usinage |
||
|
Surép XY pour finition |
||
|
Surépaisseur Z |
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Caractéristiques d'approche et de retour |
||
|
Calcul avec rayon d'outil |
Engagement/Dégagement |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Vitesse rotation |
Numéro de gamme |
|
|
Avance en Z |
Unité avance |
|
|
Avance en X |
Sens de rotation |
|
|
Vitesse de rotation maxi |
||
|
|
||
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
Numéro correcteur rayon |
N° correc longueur 1 |
|
|
N° correc longueur 2 |
|
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Réglage usinage |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Gestion des collisions |
||
|
Zone de sécurité |
||
|
Calcul des courbes |
Tolérance courbe |
Découpe courbe en |
|
|
||
|
Options |
|
|