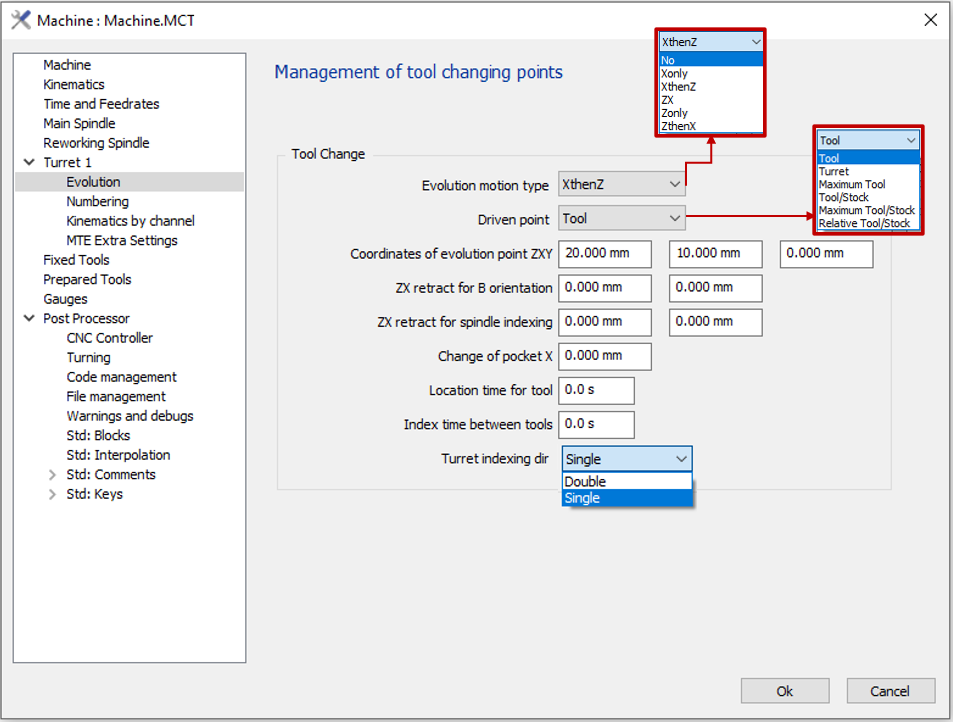
Le point d'évolution est le point de changement d'outil. Il est accessible dans la fenêtre d'édition de la machine, ce qui permet diverses configurations pour la gestion des points de changement d'outil :
|
Type de mouvement d'évolution
|
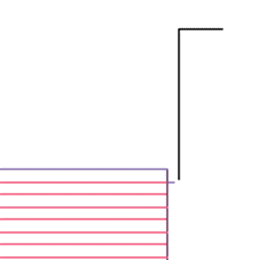
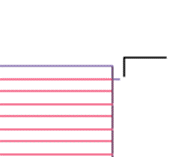
The Evolution motion defines the tool movement at the end of machining to the tool change point based on the driven point chosen. The Evolution motion type can be of various configurations as visible on the image above; either motion only in X ou Z, combinaison de mouvement en X suivi de Z ou vice versa, ou mouvement diagonal suivant ZX. |
||
XpuisZ
|
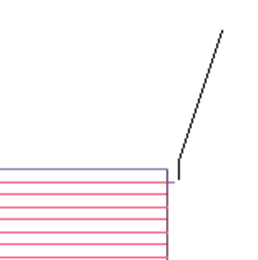
ZX
|
Zseulement
|
|
Vous pouvez regarder une vidéo à droite montrant certains des types de mouvement. |
Type de mouvement d'évolution
|
|
Point entraîné
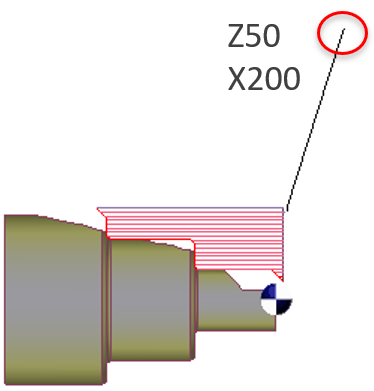
Le mouvement de l'outil est dirigé par l'option Point entraîné choisie et les valeurs des coordonnées ZXY définies.

|
|||
|
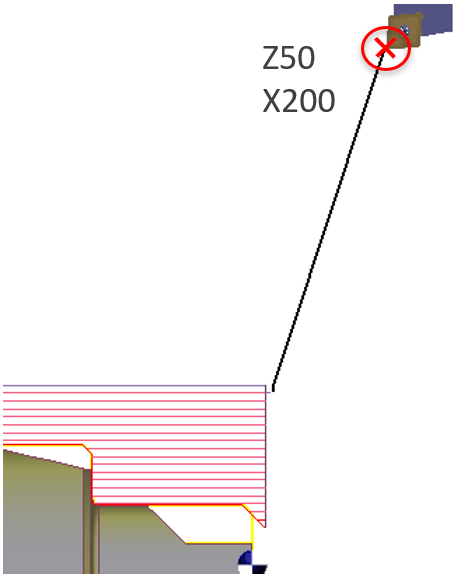
Option outil La pointe de l'outil se déplacera jusqu'aux coordonnées ZXY définies. |
|
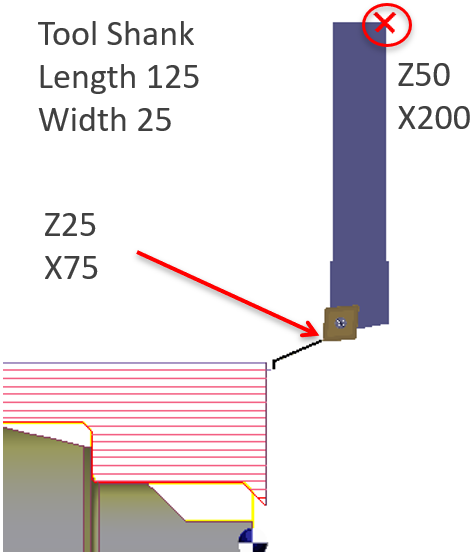
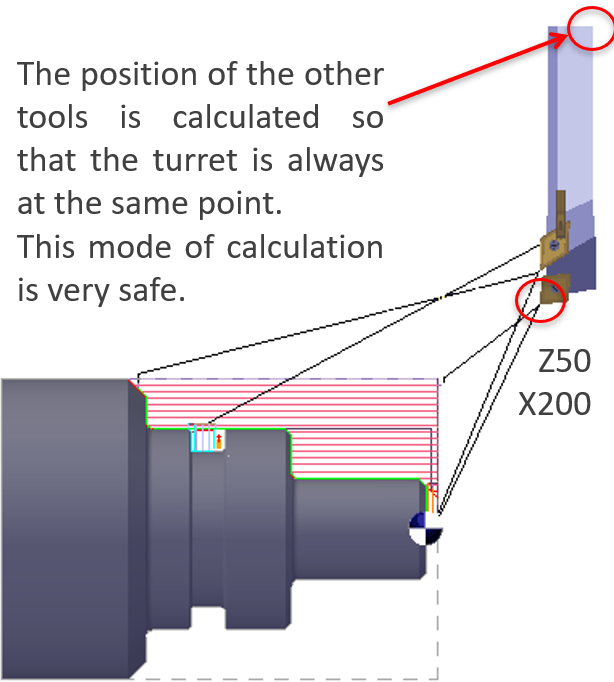
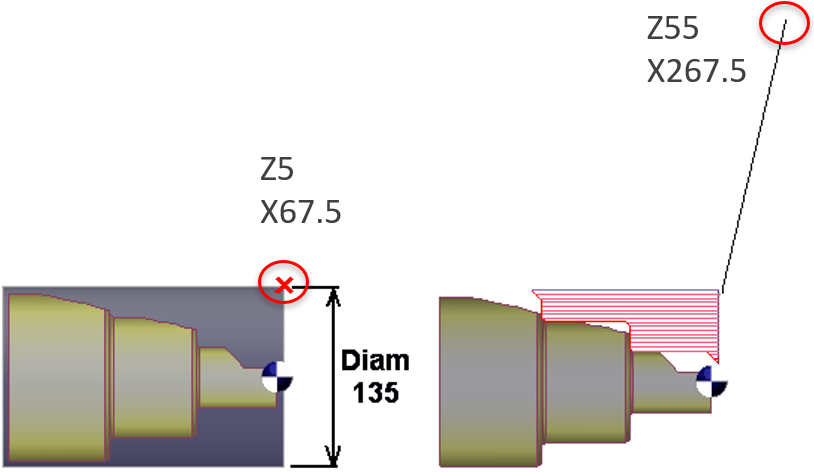
Option tourelle Dans cette option, l'outil se déplacera jusqu'à ce que le point de l'outil tenu dans la tourelle (indiqué par une croix rouge) se trouve aux coordonnées ZXY définies. |
|
|
Option outil maximal L'outil le plus long utilisé dans la pièce est pris en compte. Cet outil s'approche et se rétracte aux coordonnées du point d'évolution. |
|
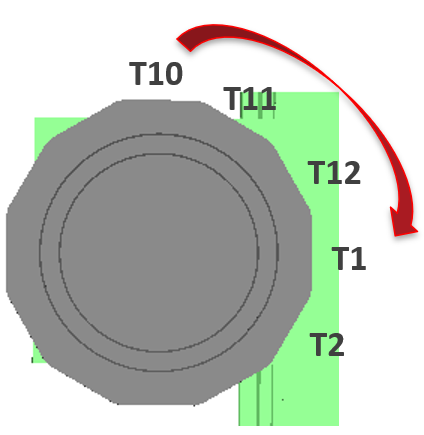
Option outil/brut relatif Identique à Outil maximal, le calcul est effectué en fonction de l'outil le plus long, mais le plus long des postes entre T10 et T1 seulement. Cycle 1 : Outil T10 Cycle 2 : Outil T1 |
|
|
Outil/brut, Outil maximal/brut Option outil et option outil maximal par rapport au brut . Mêmes options que Outil maximal mais le calcul n'est pas absolu mais relatif à la matière restante . |
|
|
|
|
Vous trouverez une vidéo à droite montrant des exemples des options Outil, Tourelle et Outil maximum.
|
Point entraîné
|
||
|
Vous trouverez une vidéo à droite montrant un exemple de l'option Outil/Brut. |
Outil à pointe entraînée - Stock
|
||
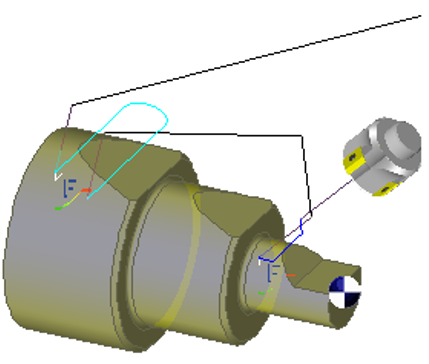
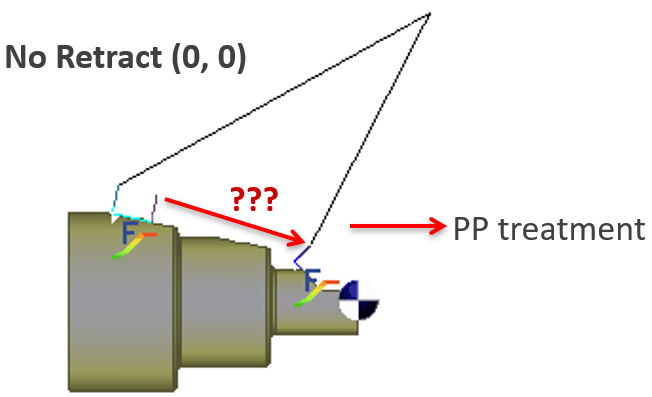
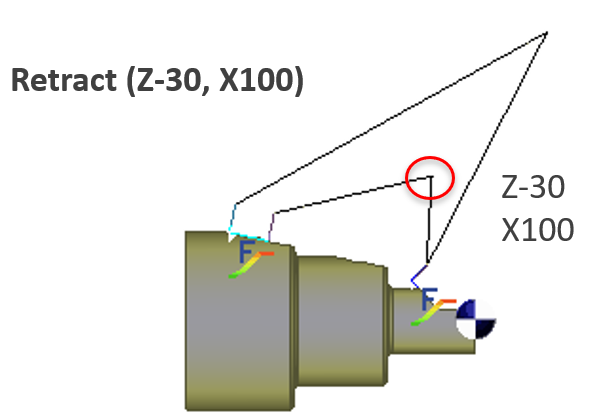
ZX Retrait pour orientation B
|

Cette option est utilisée dans un cas très spécial :
|
|
|
Dans ce cas, un point de retrait est ajouté pour permettre la nouvelle orientation en toute sécurité. |
|
|
|
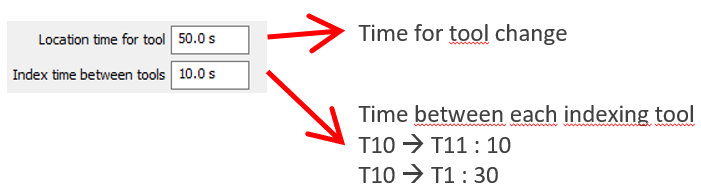
Emplacement/Temps d'indexation
|
These 2 options, Temps d'emplacement pour outil and Temps d'indexation entre outils , set the time for a complete tool change. Temps d'emplacement pour outil is the time for a tool change between 2 cycles, excluding the time for tool indexing in the turret, which is defined by the Temps d'indexation entre outils . Vous devez définir le nombre d'outils dans la page Numérotation. |
|
|
Exemple : 1 changement d'outil entre cycle 2 et cycle 3= 50 s 3 indexations entre T1 et T10 = 3 x 10 s = 30 s Total = 80 sec.
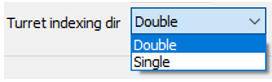
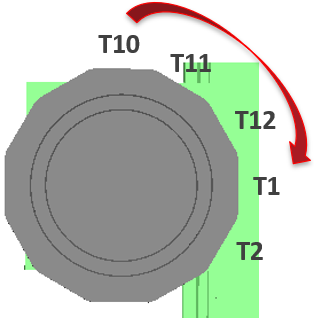
Si sens de tourelle est unitaire, vous ne pouvez pas passer de T10 à T1 mais seulement de T1 à T10 : 9 indexages ! Temps total = 140 sec.
|
|