|
|
Procédé d'usinage qui utilise un outil denté pour enlever de la matière. Ce cycle est très spécifique car ce n'est ni un cycle de fraisage (l'outil ne tourne pas) ni un cycle de tournage (la pièce ne tourne pas). L'outil est exécuté linéairement sur l'axe Z contre une surface pour produire la coupe. |
Points clés
|
|
|
Outil de brochage |
Nouveau processus pour la création d'un outil de brochage : création de 2 éléments (insert et corps) dans l'environnement Bridage/Porte-outils. Le fichier outil est désormais créé directement dans la bibliothèque d'outils du menu Brochage et a disparu de l'environnement « Bibliothèques d'outils/Outils de forme » |
|
|
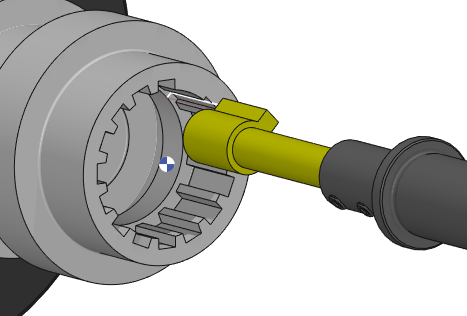
Brochage |
Nouvelle possibilité de programmer une opération de brochage décentrée . Auparavant, l'outil devait être aligné sur l'axe Z. Désormais, avec la nouvelle méthode de calcul, vous pouvez programmer le brochage décentré. |
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Altitudes et profondeurs |
||
|
Outil |
Point piloté |
|
|
Stratégie |
Surlongueur finale |
|
|
Surlongueur de départ |
||
|
Profondeur de passe |
||
|
Nombre de passes à vide |
Epaisseur |
|
|
Nombre total de répétition |
|
|
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité |
Alt. pt. rem. rap |
Distance de sécurité |
Paramètres technologiques
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Unité avance |
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correc longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Ensemble de fraisage |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et les composants |
||
|
Zone de sécurité |
||