Cycle : Usinage en tirant, Interpolation
Définition
Trois références principales doivent être définies:
-
altitude face supérieure
-
altitude arrière
-
profondeur d'usinage arrière
Il est également possible de programmer le même usinage sur la face supérieure que celui sur la face arrière (lamage ou alésage). Dans ce cas, une quatrième option est nécessaire.
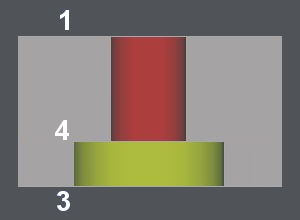
Cas général
Ces options sont expliquées avec l'exemple suivant: une opération de lamage sur la face arrière.
|
1: Altitude / Référence Altitude de départ de l'usinage: |
|
|
|
|
|
|
|
|
|
2: Profondeur / Référence n'est pas disponible |
||
|
3: Altitude arrière / Référence Altitude de la face arrière: |
||
|
|
|
|
|
|
|
4: Profondeur arrière / Référence: |
||
|
|
|
|
|
|
|
|
|
|
|
|
Cycle : Usinage en tirant
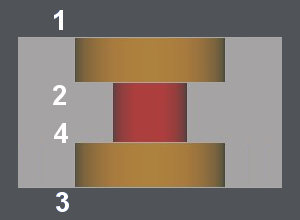
Cas particulier pour l'Usinage en tirant
Ces options sont expliquées avec l'exemple suivant: une opération de lamage sur la face arrière, et la même opération sur la face supérieure.
|
D'abord, définissez l'option Usinage du haut avant de plonger à Oui. |
|
|
|
1: Altitude / Référence Altitude de départ de l'usinage:
|
||
|
2: Profondeur / Référence |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
3: Altitude arrière / Référence Altitude de la face arrière:
|
||
|
4: Profondeur arrière / Référence:
|
||
Tempo finale
C'est le délai à la fin de l'usinage, en secondes.