|
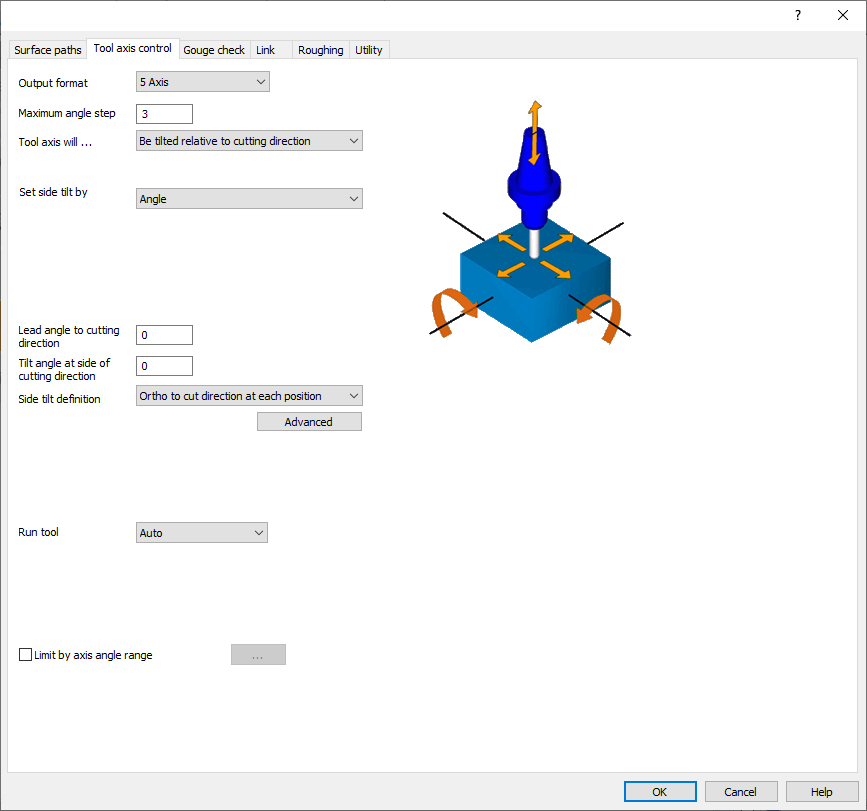
Diese Registerkarte bietet die Parameter und Einstellungen zur Steuerung des Kippens und der Steuerung des Werkzeugs in Bezug auf das Werkstück, um Kollisionen zu vermeiden. Die verschiedenen Parameter werden im Folgenden kurz vorgestellt. |
|
|
Ausgabeformat |
Dieser Parameter legt das Ausgabeformat für die 3-, 4- oder 5-Achsen-Bearbeitung fest. Die Ausgabe für die 5-Achsen-Bearbeitung nutzt die vollständige Freiheit des Kippbereichs. Diese Freiheit ist bei der 4-Achsen-Bearbeitung auf 1 Grad und bei der 3-Achsen-Bearbeitung auf 2 Grad begrenzt. Für die 4-Achsen-Ausgabe wird der Anteil der 5. Achse auf die ausgewählte 4. Achse zurückprojiziert. Für die 3-Achsen-Ausgabe wird der Anteil der 5. und 4. Achse auf die ausgewählte 3-Achsen-Bearbeitungsrichtung zurückprojiziert. Dieser Parameter beeinflusst das Verhalten des Werkzeug-Kontaktpunkts. |
|
Maximaler Winkelsprung |
Diese Option legt die maximal zulässige Winkeländerung zwischen zwei aufeinanderfolgenden Werkzeugbahnpositionen fest. Die Berechnungs-Engine gibt 5-Achsen-Werkzeugbahndaten aus, die die Werkzeugspitzenposition und den Richtungsvektor des Werkzeugs enthalten. Die Richtungsvektoren dürfen keine Winkeländerung größer als der hier angegebene Wert aufweisen. 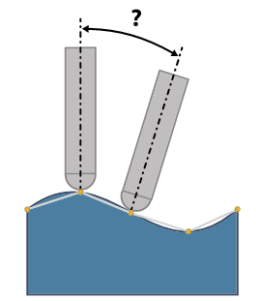
|
|
Werkzeugachse wird… |
Nicht gekippt und bleibt normal zur Oberfläche |
|
Relativ zur Schnittrichtung gekippt |
|
|
Mit dem Winkel gekippt Die Werkzeugachse wird von der Oberflächennormalenrichtung zur Kipp-Achse gekippt. Die Kipp-Achse kann die X-, Y- und Z-Achse oder eine beliebige in der Geometrie erstellte Linie sein. |
|
|
Mit festem Winkel zur Achse gekippt Die Werkzeugachse wird von der Kipp-Achse zur Oberflächennormalen gekippt. Die Kipp-Achse kann die X-, Y- und Z-Achse oder eine beliebige in der Geometrie erstellte Linie sein. |
|
|
Um Achse gedreht |
|
|
Durch Punkt gekippt Die Werkzeugachse zeigt immer von einem in der Geometrie erstellten Punkt zum Oberflächenpunkt. |
|
|
Durch Kurve gekippt |
|
|
Durch Linien gekippt Die Werkzeugachse wird an die gegebenen Kipplinien ausgerichtet, die als Geometrie ausgewählt werden müssen. |
|
|
Von Kurve weg gekippt |
|
|
Von Punkt weg gekippt |
|
|
Relativ zur Laufrad-Bearbeitungsschicht gekippt Das Werkzeug bleibt normal zur Bodenfläche des Laufrads. Das Kippen zum Vorlauf und Nachlauf kann durch einen globalen Vorlauf-/Seitenwinkel und zusätzlich durch einen lokalen Vorlaufwinkel an der Vorderkante, der Trennkante und der Hinterkante angepasst werden. |
|
|
Relativ zum Kontaktpunkt gekippt |
|
|
Mit festem Winkel zur Oberflächennormalen gekippt |
|
|
Werkzeug ausführen |
Dieser Parameter definiert den Kontaktpunkt des Werkzeugs und der Antriebsflächen. Optionale Einstellungen:
|
|
Begrenzung durch Achs-Winkelbereich |
|