循環: 平衡開粗、平衡精加工
|
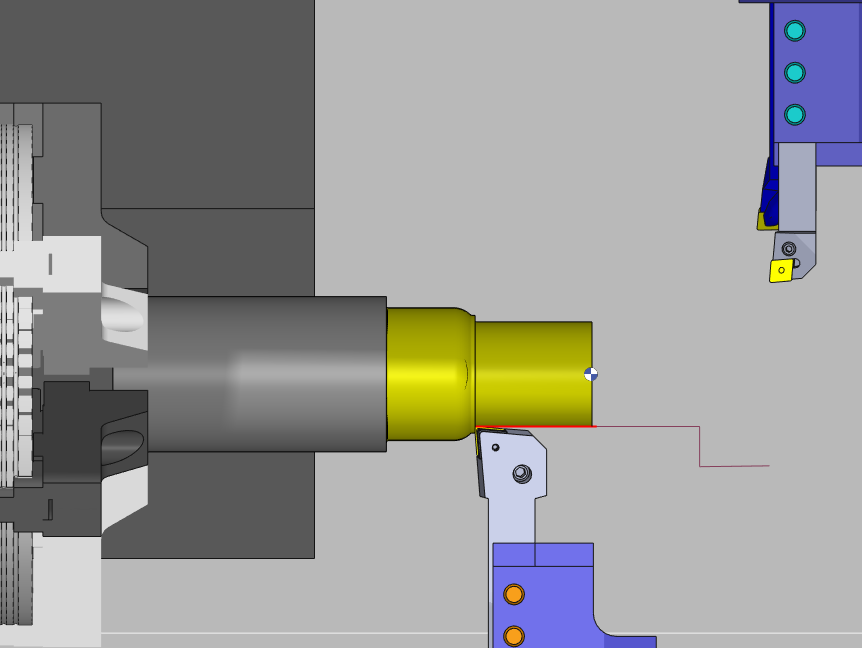
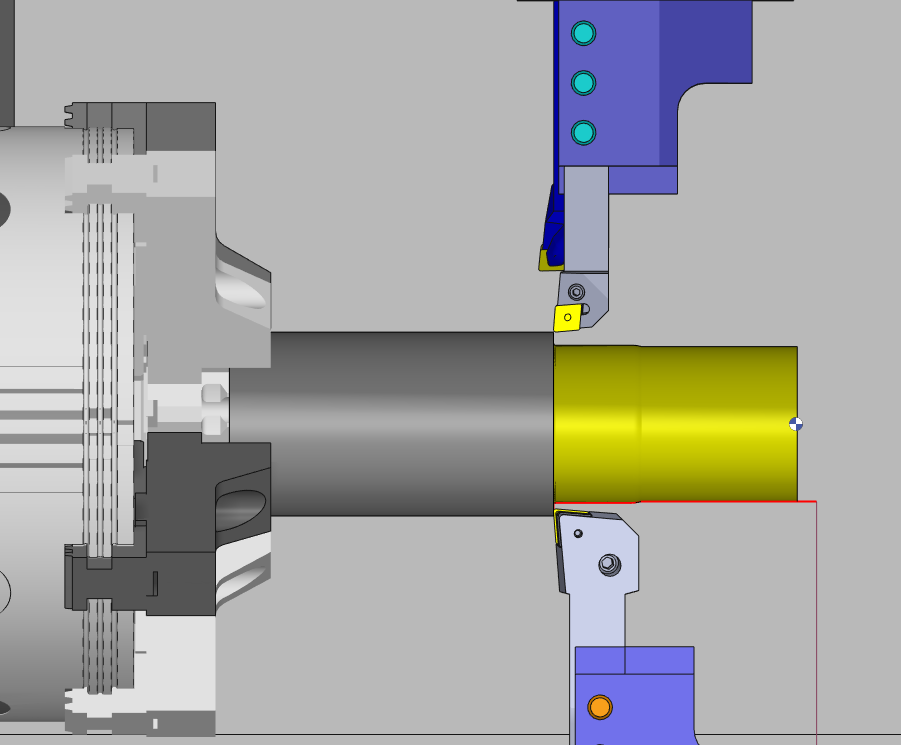
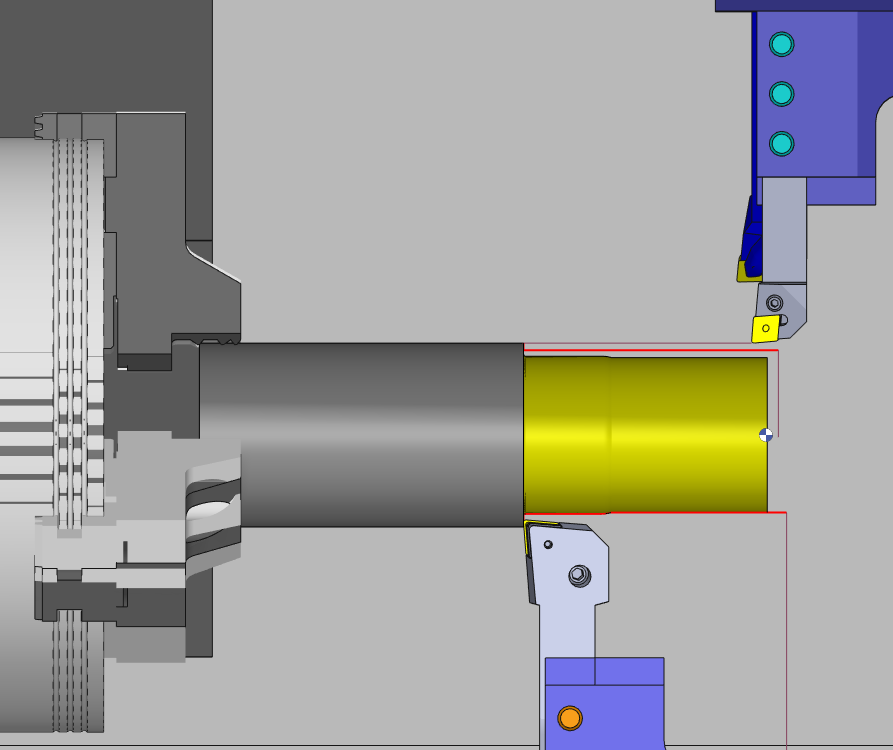
這組參數定義平衡循環中第二個刀具與第一個刀具的同步運動。 產生的刀具路徑的正確可視化效果在 MTE 中觀看效果最佳。 |
|
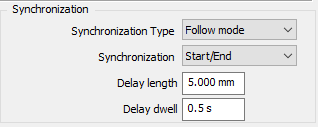
同步類型
|
跟隨模式 |
此模式允許第二個刀具在其操作開始後立即跟隨第一個刀具的操作。可以針對此模式特別定義延遲長度和停留時間,使刀具略微滯後於第一個刀具,以避免任何碰撞或干涉。延遲是在刀具路徑的起點計算的。 |
|
|
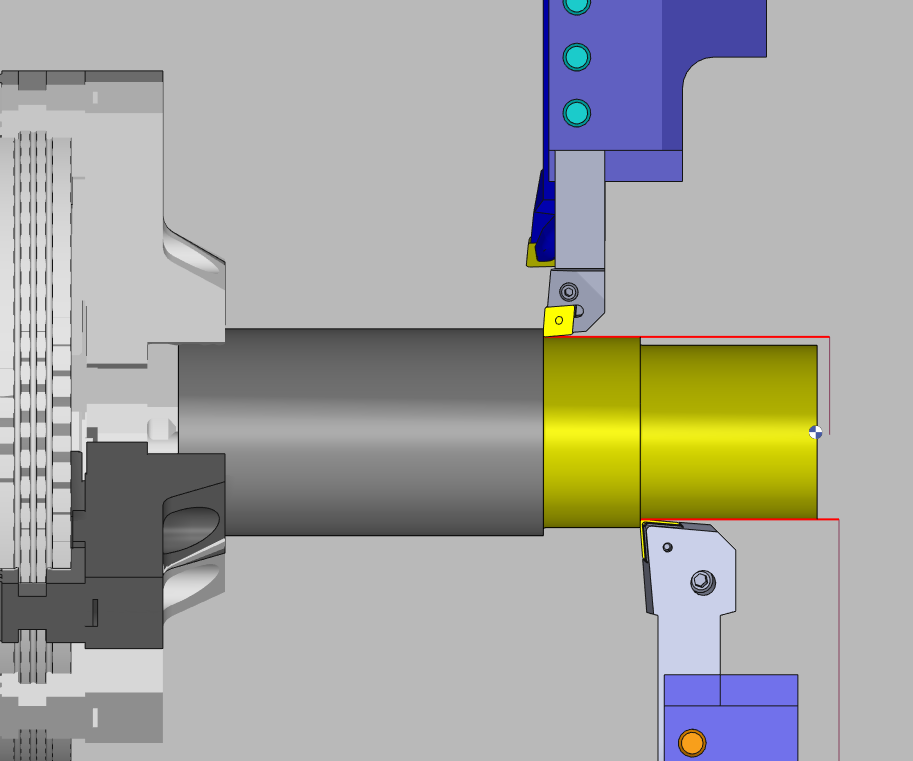
夾緊模式 |
在此模式下,兩個刀具同時開始其操作。因此,主軸的半轉和兩個刀具的同時切削操作允許 360 度的全覆蓋。 此模式無法定義延遲參數。 |
|
|
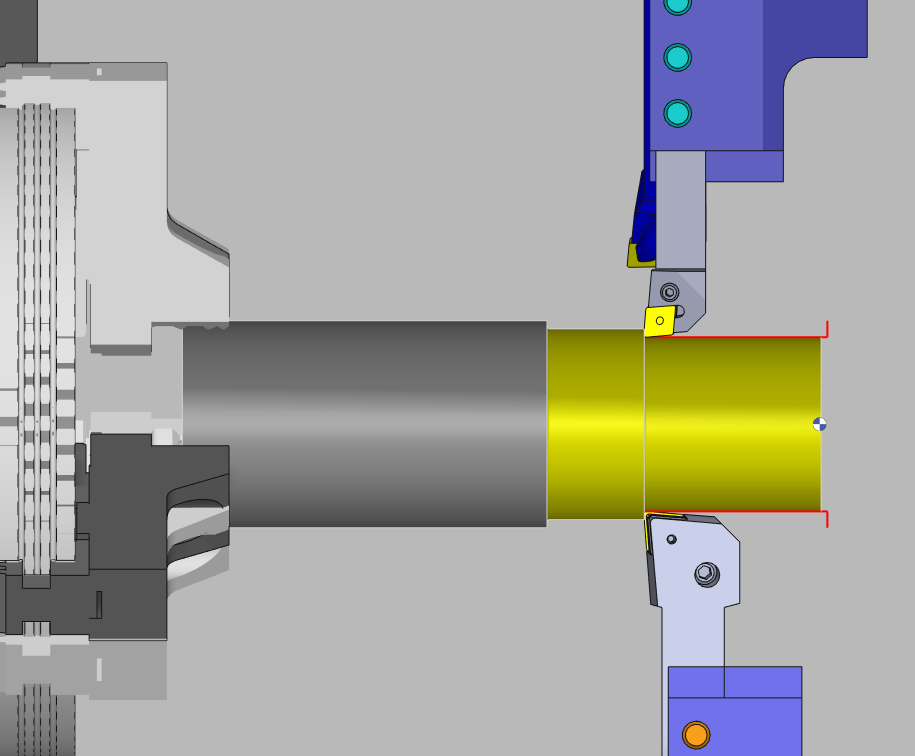
交替(進刀點) |
對於此模式,必須在幾何圖形選擇步驟中強制定義進刀點。此外,加工在兩個刀具之間交替進行。 此模式無法定義延遲參數。此外,開始/結束同步不適用。 |
|
同步
|
開始/結束 |
在進刀點和退刀點考慮同步。 在進刀點考慮任何定義的延遲。 對於此設置,從退刀點的回縮同時進行。因此,如果第一個刀具先到達終點,它將在該位置空轉,直到第二個刀具到達該點。 |
|
|
開始 |
在進刀點和退刀點考慮同步。 在進刀點考慮任何定義的延遲。 對於此設置,從退刀點的回縮分別進行。因此,如果第一個刀具先到達終點,它不會空轉並繼續其回縮。 |
|
延遲長度
根據距離/長度定義第二個刀具相對於加工起點的延遲。例如,如果定義了 5 毫米的延遲長度,則第二個刀具將在第一個刀具穿過材料 5 毫米後立即開始加工。
延遲停留
根據切削時間定義第二個刀具的延遲。如果將停留時間設置為 2 秒,則第二個刀具將在第一個刀具開始其加工循環 2 秒後開始加工。
間距深度
此參數專用於 平衡精加工 。它允許定義與切削路徑相對應的增量深度。