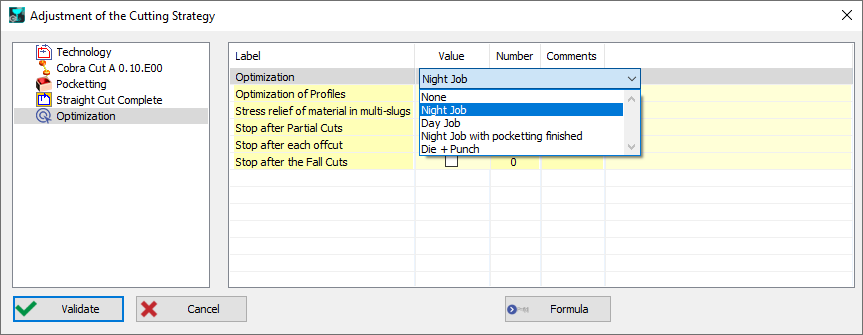
最佳化是操作順序的安排,以最佳化操作員的參與和加工時間。它可以定義為:
-
在策略本身中,
-
應用策略時可以修改,
-
可以在刀具路徑建立後定義,在此情況下,它結合了模具和沖頭形狀。
|
有四種類型的最佳化:
|
|
|
夜間作業最佳化
優點:所有粗加工都在夜間進行。 |
挖槽和部分模具在操作員不在場時進行。留下最小可能的切屑。操作後應用停止。 模具操作的切屑在操作員在場時進行。之後應用停止,讓操作員移除模具切屑。 挖槽和模具的精加工在操作員在場時進行。之後應用停止,準備沖頭操作。 最後,沖頭操作(部分切割、切屑和精加工)在操作員在場時進行。 |
|
完成挖槽的夜間作業最佳化
優點:由於挖槽操作沒有切屑(掉落),因此節省時間。 |
操作程序與夜間作業最佳化類似,只有一個區別。挖槽的精加工也在夜間操作員不在場時進行。 |
|
日間作業最佳化
|
逐個形狀:操作員始終在場,每個零件都逐個完成。 |
|
模具和沖頭最佳化 這是同時具有模具和沖頭切割操作的零件的特殊情況
|
挖槽、部分模具和部分沖頭操作在操作員不在場時進行。這裡的好處是,在任何手動操作之前,都進行了最大限度的切割。 之後應用停止,讓操作員同時夾緊模具切屑和沖頭形狀。 模具的切屑在操作員在場時進行。之後應用停止,讓操作員移除模具切屑。 然後在操作員不在場時進行模具的精加工和沖頭的切屑。 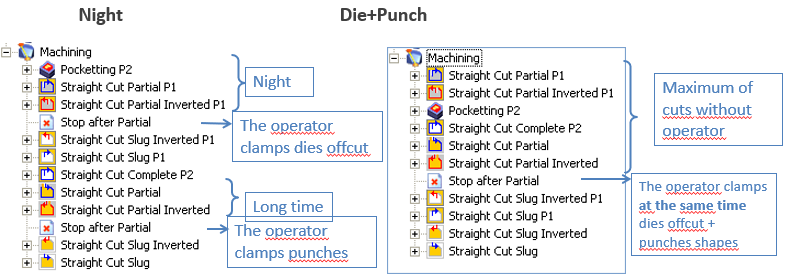
|
|
輪廓最佳化 切割最佳化具有優先級,但輪廓選擇順序可能不受尊重。啟用此選項可最佳化輪廓順序。 |
|
|
部分切割後停止 |
部分切割:部分加工和切屑到微小切屑 |
|
每次切屑後停止 |
目的是能夠夾緊零件,並在每個零件之間切割和移除切屑(掉落) |
|
掉落切割後停止 |
切屑切割和精加工(完整)加工之間停止 |