此選項用於多個加工循環中,具有不同的目的和行為。
請使用 樹 在螢幕的右側。
循環 :所有手動循環、輪廓切割、精加工
輪廓、輪廓再加工、輪廓切割、開槽的定義
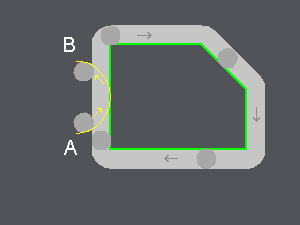
這些功能允許定義刀具在材料中輸入和輸出的圓弧半徑。
進刀圓弧半徑 (A)
這會在刀具路徑的開頭生成一個圓弧,以便在此點獲得更好的表面品質。這通常用於輪廓加工從線或圓弧的中間開始時。進刀圓弧的半徑必須大於刀具的半徑。
退刀圓弧半徑 (B)
與進刀圓弧一樣,可以在刀具路徑上指定退刀圓弧。退刀圓弧的半徑必須大於刀具的半徑。
進刀半徑和退刀半徑角度
可以使用角度值調整圓弧的長度;選擇 90° 會生成 1/4 圓,180° 是半圓。
|
A:
進刀圓弧半徑
|
|
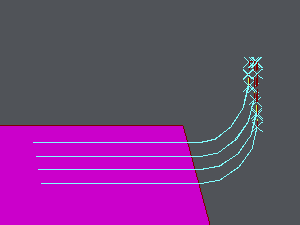
循環 :精加工
精加工的定義
進刀和退刀圓弧定義如下 Z 軸
|
|
|
|
|
|