|
|
使用帶齒刀具去除材料的加工過程。此循環非常特殊,因為它不是銑削循環(刀具不旋轉),也不是車削循環(零件不旋轉)。刀具沿 Z 軸線性運行,與表面接觸以產生切削。 |
關鍵點
|
|
|
絞孔刀 |
創建絞孔刀的新流程 :在夾持/刀架環境中創建 2 個元素(刀片和刀體)。 刀具文件現在直接在菜單絞孔的刀具庫中創建,並從環境“刀具庫/成型刀具”中消失 |
|
|
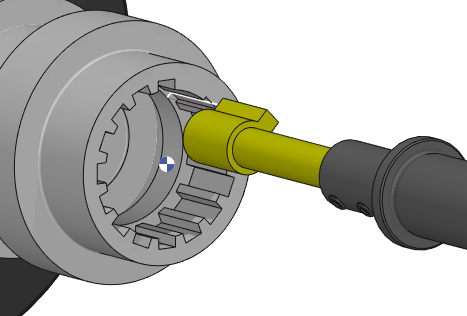
絞孔 |
編程偏心絞孔操作的新功能 . 以前,刀具必須與 Z 軸對齊。現在,使用新的計算方法,您可以編程偏心絞孔。 |
|
策略參數
運動參數
|
對話框區域 |
參數 |
|
|
安全 |
快送平面高度 |
安全距離 |
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
進給 |
|
|
刀具編號 |
刀具編號 |
特定編號 |
|
長度補償號碼 |
刀徑補正編號 |
|
|
使用者欄位 |
注釋 |
控制器設備 |
|
銑削設定 |
|
|
