
|
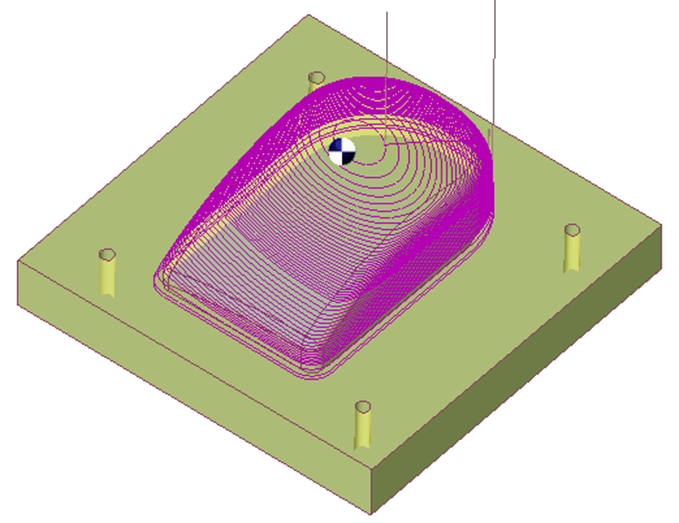
等高精加工用于加工包含垂直或近似垂直壁的轮廓零件。加工从零件的最高点开始。刀具沿模型轮廓移动,保持恒定高度。 |
关键点
|
|
策略参数
|
对话框区域 |
参数 |
|
|
刀具路径策略 |
||
|
倒凹加工 |
轮廓上的半径 |
|
|
返修 |
斜面返修 |
刀间距(刀具比例) |
|
刀间距值(Ae) |
平面返修 |
|
|
加工限制 |
限制区域 |
|
|
Z 步距计算 |
Z 步距(Ap) |
固定残料高度 |
|
残料高度值 |
|
|
|
余量 |
XY 向余量 |
Z 向余量 |
|
法向余量 |
|
|
|
高度列表 |
高度列表 |
|
移动参数
|
对话框区域 |
参数 |
|
|
安全距离(Z 向) |
快速平面高度 |
安全距离 |
|
Z 向进退刀 |
退刀高度 |
|
|
材料中进刀类型 |
强制在 XY 向进刀 |
沿斜面进刀 |
|
斜面角度 |
|
|
|
安全距离(XY 向) |
SD/刀柄 |
刀架管理 |
|
XY 向进退刀 |
||
工艺参数
|
对话框区域 |
参数 |
|
|
切削条件 |
质量 |
切削速度 |
|
每齿进给量 |
主轴方向 |
|
|
主轴转速 |
进给量 |
|
|
转速范围 |
||
|
刀具编号 |
刀具编号 |
编号 |
|
长度补偿号 |
直径补偿号 |
|
|
用户字段 |
注释 |
控制装置 |
|
铣削设置 |
|
|

选项参数
|
对话框区域 |
参数 |
|
|
夹具和组件上的行为 |
防碰撞检查 |
XY 偏移 |
|
安全区域 |
Z 偏移 |
|
|
曲线计算 |
曲线公差 |
曲线分割 |
|
刀具路径计算 |
刀具路径圆弧分解 |
圆弧分解公差 |