Change / Create Tool
1 - 在刀具库中创建刀具
2 - 编辑OPL
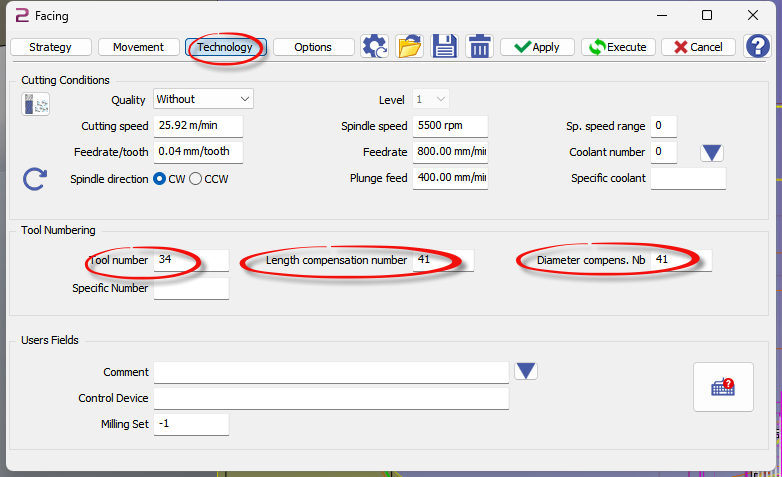
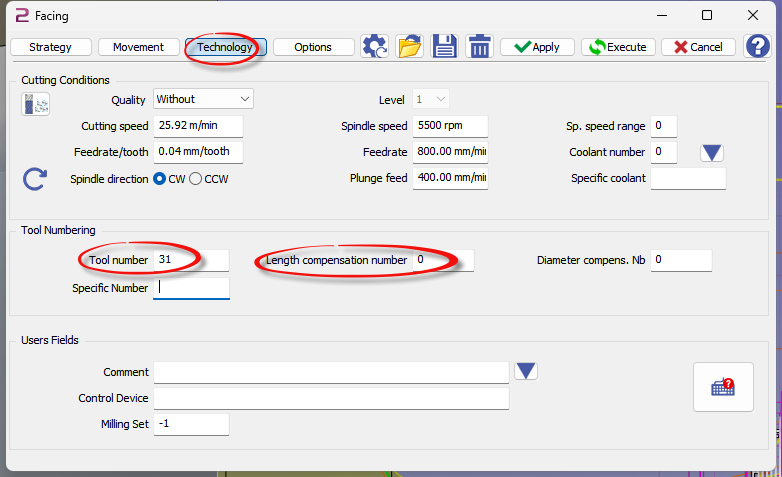
3 - 在OPL中输入正确的刀具编号,如果需要,添加正确的刀具长度补偿编号
|
T3441 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T41
|
|---|
|
T3100 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T31 |
|---|
Tool Path
Roughing
|
参考(几何选择) 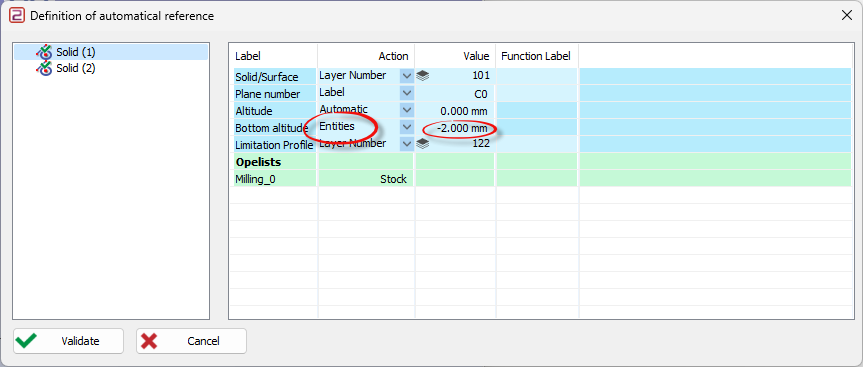
|
底部高度 = 实体 值必须为刀具半径 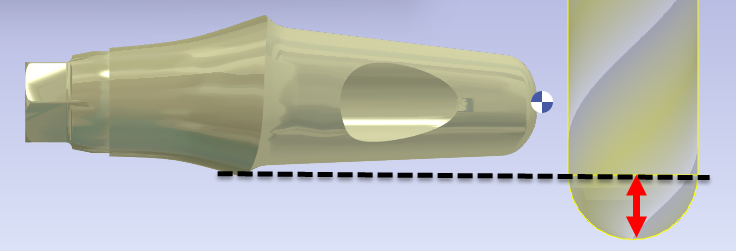
|
为了节省加工时间,将支承放置在倒角最小的位置非常重要 - 我们可以减少加工次数
|
正确的最小Z深度放置 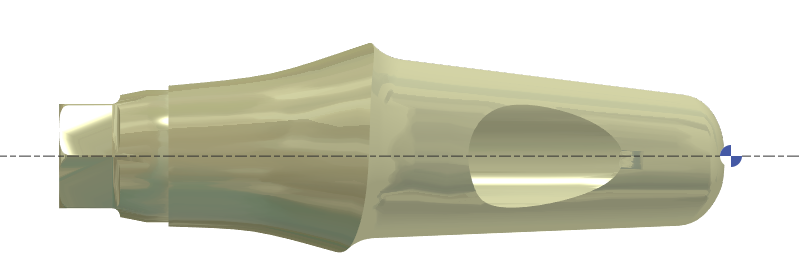
|
Z向加工次数过多 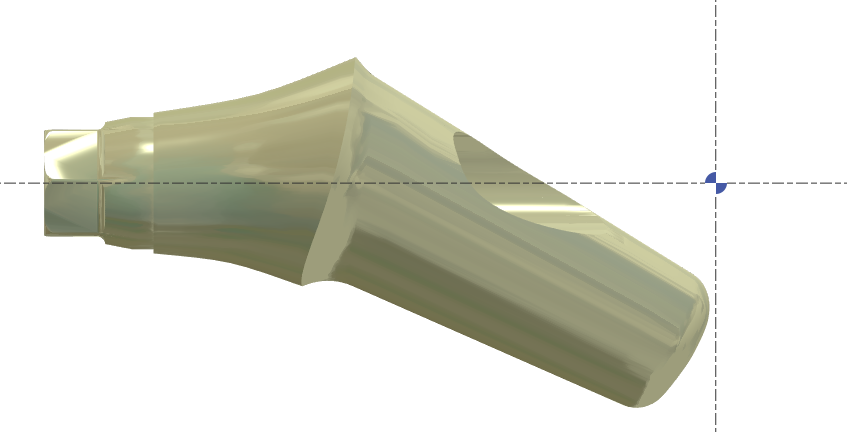
|
设置以获得最小的空气切削
|
策略选项卡 |
移动选项卡 |
选项选项卡 |
|---|---|---|
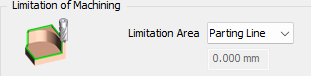
在分隔线上自动停止 |
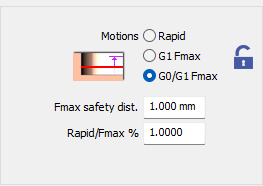
快速.Fmax % = 1 以获得连接两条路径之间的最大G0 |

值 = 0.1 此处毛坯为车削加工后的毛坯,因此非常光滑 无需小公差 |
强制刀具路径从外到内开始 |
|
|
避免回退运动 刀具工作区域 |
|
|
4Xs
自动参考:
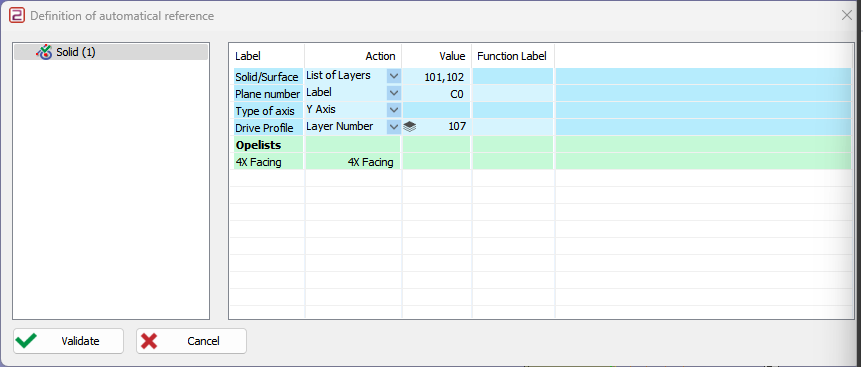
101:STL文件+红色圆柱体以保护连接区域
102:后部的实体,以避免接触咬合面
107:用于4轴刀具路径的导向线 - 长度可以在设置中调整
注:(无MTE)
|RSTATE|0|180.000000
||RSTATE|1|270.000000|
|
选项选项卡 |
|
|---|---|
|
|
|
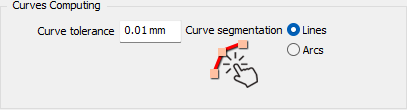
曲线公差 = 0.01 
|
曲线公差 = 0.1 
|
Edit Drilling OPERATION
|
..\opelist\casm\02_Drilling 
|
|
右键单击以显示菜单,然后选择“策略编辑” 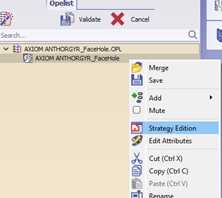
|
单击红色图标 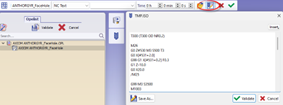
|
|
更改NC代码 – 然后保存 
|
将文件保存在:..\opelist\casm\02_Drilling |
Edit Connecting Area OPERATION
|
..\opelist\casm\08_Connecting Area 
|
|
右键单击以显示菜单,然后选择“策略编辑” 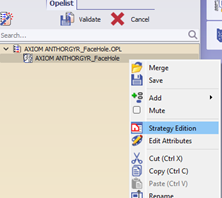
|
单击红色图标 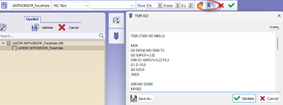
|
|
更改NC代码 – 然后保存 
|
将文件保存在:..\opelist\casm\0 8_Connecting Area |
Change TOOL - Process will be change if no MTE
1 – 在数据库中创建新的刀具
2 – 在MTE中加载刀具
3 – 保存FMO
4 – 新文件以检查刀具是否在机床上
5 – 编辑OPL背车削并更改刀具(您可以替换以前的OPL或创建一个新的)
请观看视频!
V6.07.207
-
4轴刀具路径 = 刀具路径更平滑,S1的旋转速度恒定,因此我们可以使用0.01作为公差
-
连接区域的最小直径