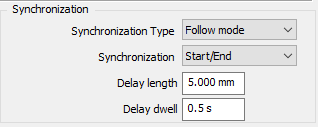
循环: 平衡粗加工,平衡精加工
|
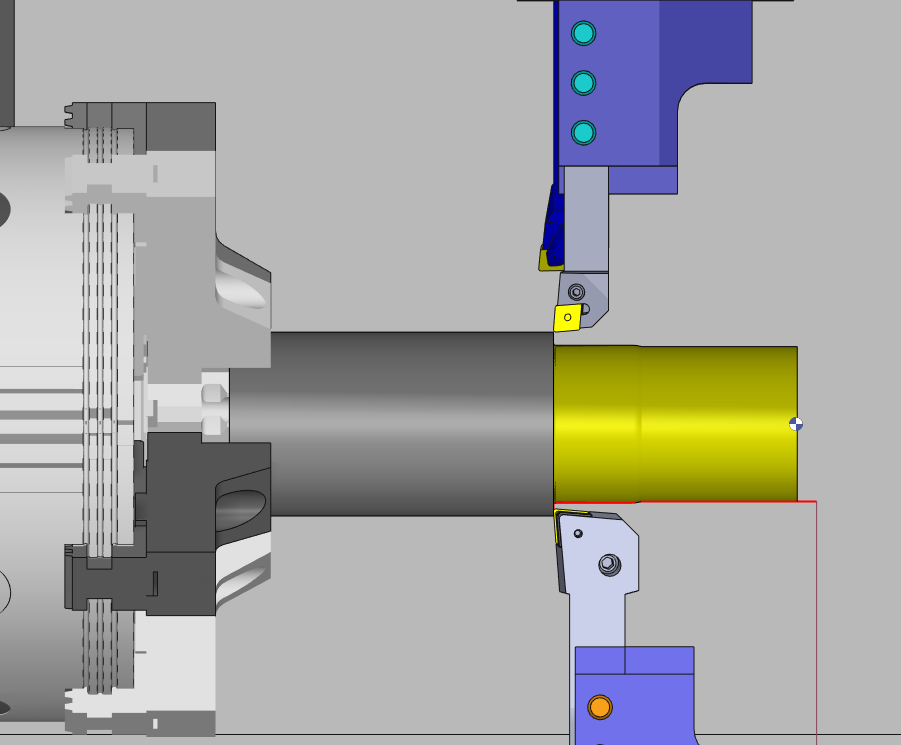
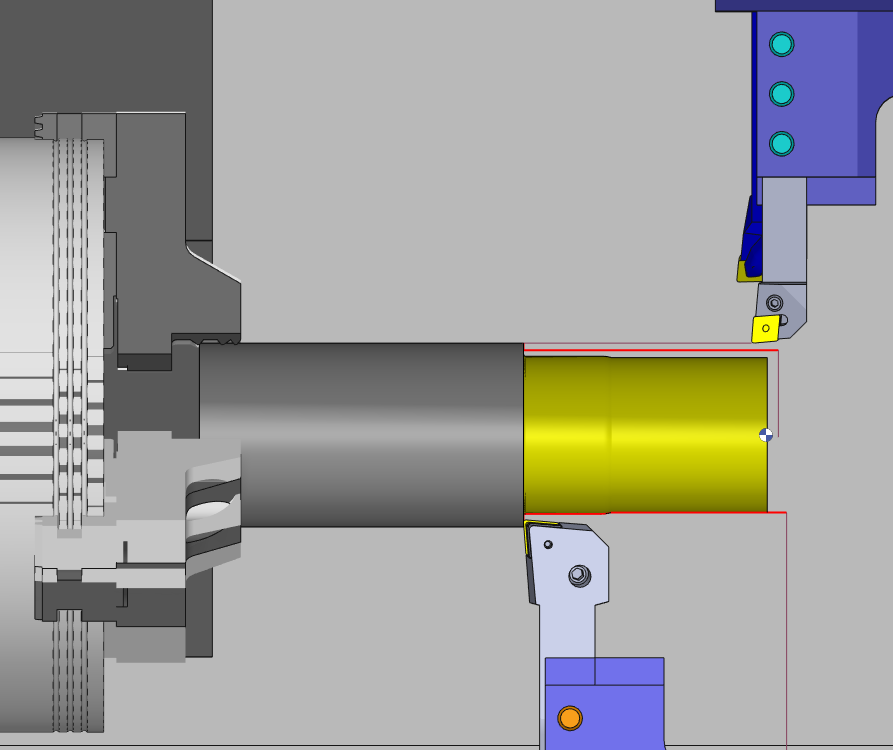
这组参数定义了平衡循环中第二个刀具与第一个刀具的同步运动。 生成的刀具路径的正确可视化最好在MTE中查看。 |
|
同步类型
|
跟随模式 |
此模式允许第二个刀具在其操作开始后立即跟随第一个刀具的操作。可以为此模式专门定义一个延迟长度和停留时间,以使刀具略微落后于第一个刀具,以避免任何碰撞。延迟在刀具路径的起点计算。 |
|
|
夹紧模式 |
在此模式下,两个刀具同时开始操作。因此,主轴的半转和两个刀具的同时切削操作允许全360度覆盖。 此模式无法定义延迟参数。 |
|
|
交替(进刀点) |
对于此模式,必须在几何选择步骤中强制定义进刀点。此外,加工在两个刀具之间交替进行。 此模式无法定义延迟参数。开始/结束同步也不适用。 |
|
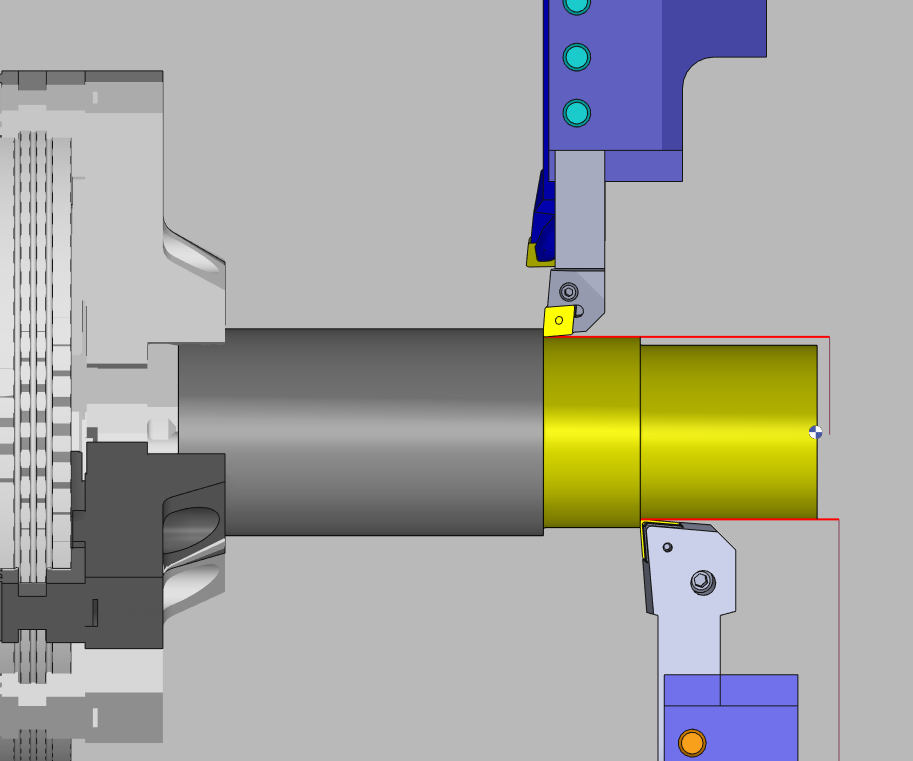
同步
|
开始/结束 |
在进刀点和退刀点考虑同步。 在进刀点考虑任何定义的延迟。 对于此设置,从退刀点的回退同时进行。因此,如果第一个刀具先到达终点,它将在该位置空转,直到第二个刀具到达该点。 |
|
|
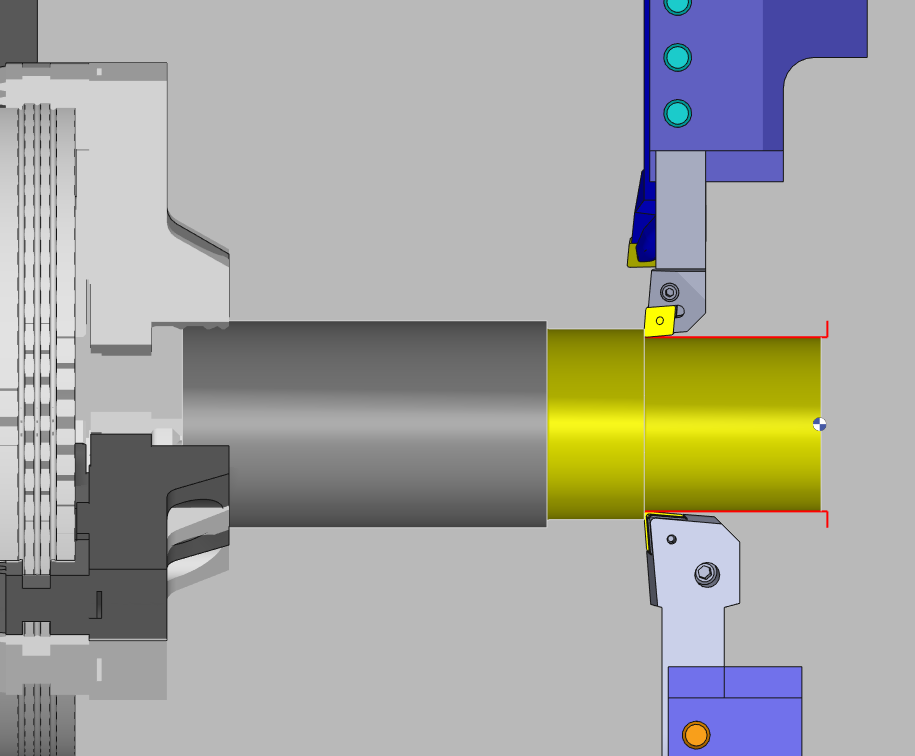
开始 |
在进刀点和退刀点考虑同步。 在进刀点考虑任何定义的延迟。 对于此设置,从退刀点的回退单独进行。因此,如果第一个刀具先到达终点,它不会空转并继续回退。 |
|
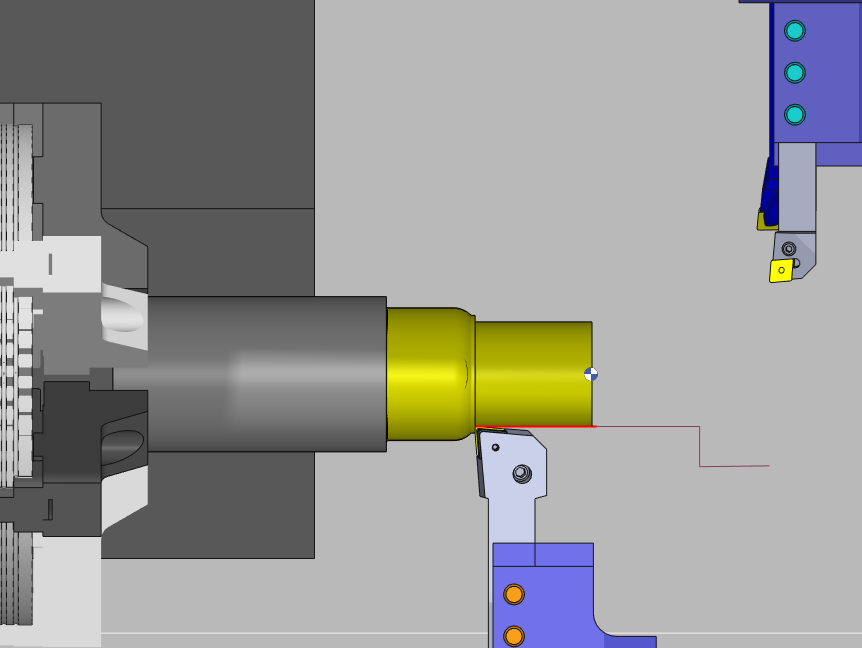
延迟长度
根据距离/长度定义第二个刀具相对于加工起点的延迟。例如,如果定义了5毫米的延迟长度,则第二个刀具将在第一个刀具穿过材料5毫米后立即开始加工。
延迟停留
根据切削时间定义第二个刀具的延迟。如果将停留时间设置为2秒,则第二个刀具将在第一个刀具开始其加工循环2秒后开始加工。
进给深度
此参数特定于 平衡精加工 。它允许定义对应于切削路径的增量深度。