循环: 铣螺纹(车削)
ISO 公制螺纹轮廓
|
ISO 螺纹轮廓(公制)参考自标准 NF ISO 68。轮廓是通过用穿过轴的平面切割螺钉或螺母获得的。 请参阅右侧的图像以供参考。 蓝色轮廓表示螺母。 黄色轮廓表示螺钉。
|
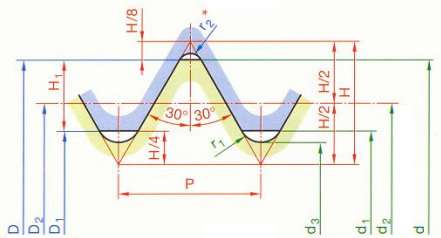
D、D1、D2 是螺母的直径 d、d1、d2、d3 是螺钉的直径。 |
||
|
d=D= 标称直径 |
d2=D2= d - 0.6495P |
P = 步距 |
H1 = 0.5412P |
|
d1=D1= d - 1.0825P |
d3= d- 1.2268P |
H = 0.866P |
r1 = 0.1443P |
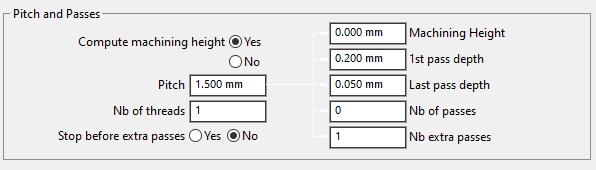
步距和步进参数
步距和步进的选项允许您为螺纹操作配置不同的参数。
|
计算加工高度 |
是或否 |
|
步距 |
螺纹步距或两次连续切入之间的偏移。 |
|
在额外刀路之前停止 |
在调用额外刀路之前停止。 |
|
加工高度 |
加工高度 |
|
第一步进深度 |
对应于步进切削的增量深度 |
|
最后切削深度 |
加工的最后切削深度(递减步进)。 |
|
步进的数目 |
允许检查步进的数目。 |
|
额外刀路次数 |
在加工结束时,弹簧刀路的数量。 |
各种螺纹参数的计算在GO2cam中根据标准自动完成。
当更改 步距 参数时, 加工深度 和 步进的数目 变化,这取决于用于操作的刀片类型和 ISO 标准。
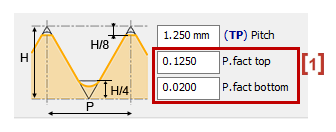
In the tool window above, we defined the pitch and the factors [1] (Top and bottom) to determine the total thickness between the outer pass and the inner pass.
加工步进 必须考虑到 H/8 和 H/4 位置。正是这种计算证明了这种差异。
|
|