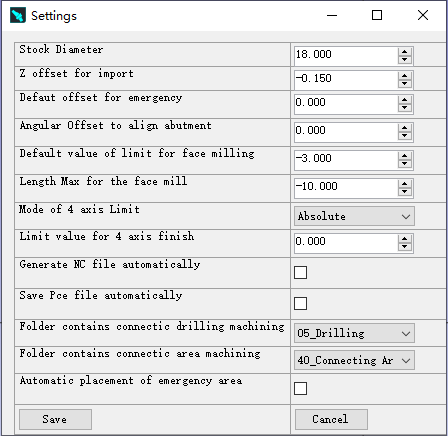
1 - Parameter
|
|
|
棒料直径 更改机器文件中的值,然后保存机器 |
棒料直径大小 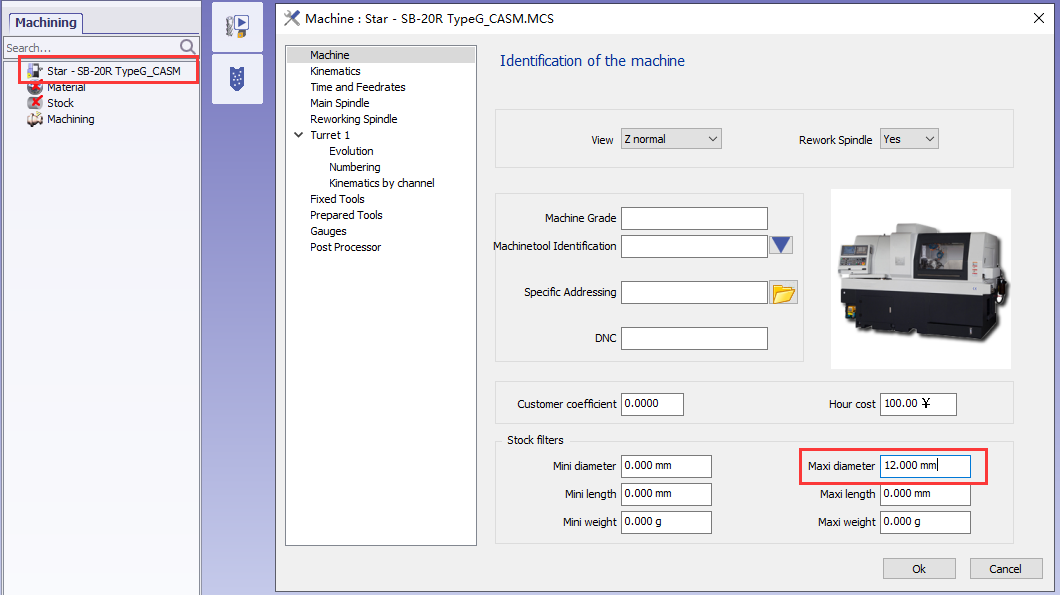
如果支撑大于直径,我们将收到错误消息 |
|
Z 偏移量用于导入 |
根据 Z 0 安排解剖区域。 
|
|
紧急情况的默认偏移量 |
使用 2shape 文件,应用程序可以找到紧急点。我们可以为此点添加安全距离 |
|
对齐支撑的角度偏移量 |
根据机床,如果铣刀沿 X 轴,则值为 0;如果铣刀沿 Y 轴,则值为 90 |
|
面铣的默认极限值
|
The default distance between the 蓝色 line and the X axis. 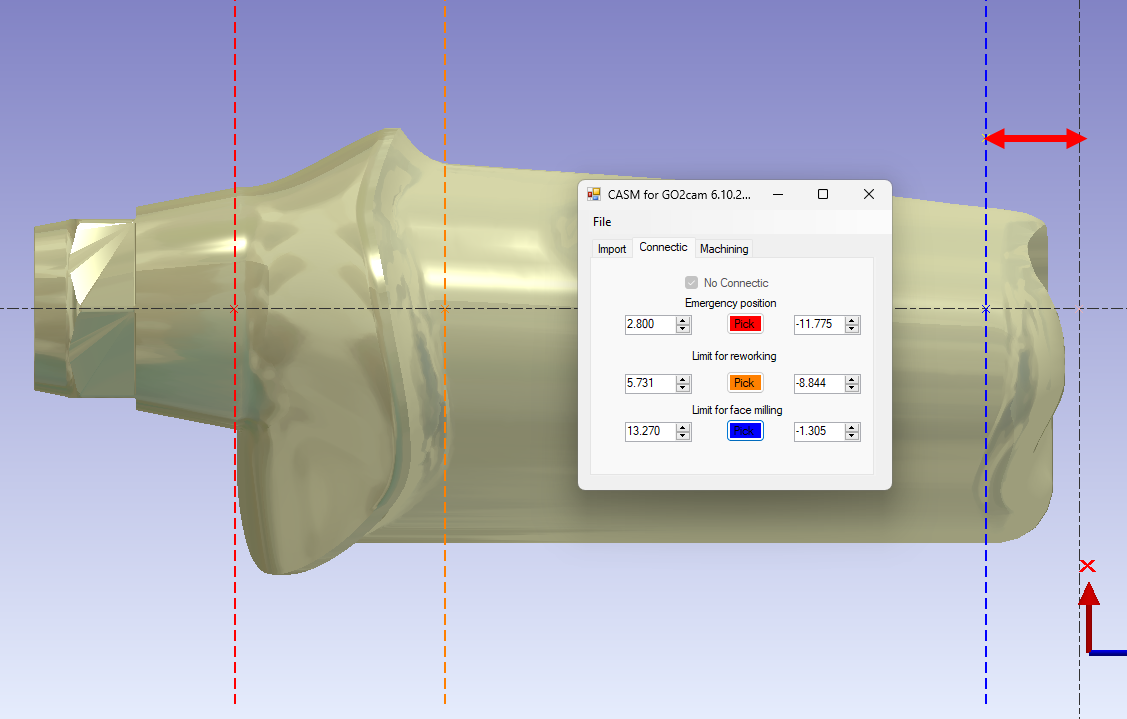
|
|
面铣的最大长度 |
轴向刀具具有一定的最大 Z 区域。 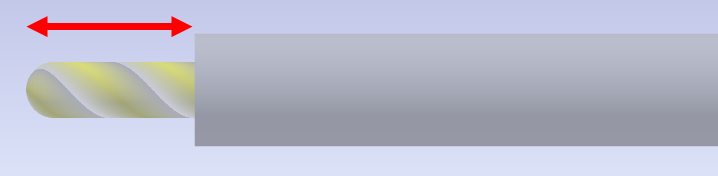
|
|
4 轴极限模式(绝对/相对于面极限) |
绝对 可以为负值 相对 用于节省时间并避免在同一区域上出现两条刀具路径 |
|
自动生成 NC 文件 |
NC 文件在计算后在与 STL 文件相同的文件夹中创建 |
|
自动保存 PCE 文件 |
GO2cam 文件 (PCE) 保存到与 STL 文件相同的文件夹中 |
|
包含连接钻孔加工的文件夹 |
指定包含钻孔加工的文件夹 |
|
包含连接区域加工的文件夹 |
指定包含区域加工的文件夹 |
|
自动放置紧急区域 |
|
2 - Geometry Created
|
图层 |
注释 |
图片 |
|---|---|---|
|
1 |
毛坯和毛坯的 2D 几何图形 |

|
|
20 |
2D 几何图形用于帮助创建 4 轴实体(图层 102)。 |
|
|
101 |
STL 文件 + 连接区域保护 + 孔上的 CAP 曲面 |
|
|
102 |
在曲面上创建的实体可用于 4 轴加工 |
|
|
104 |
端面线 可用于车削中的端面加工 |
|
|
105 |
切断线 可用于车削中的切断操作(STL 结尾) |
|
|
106 |
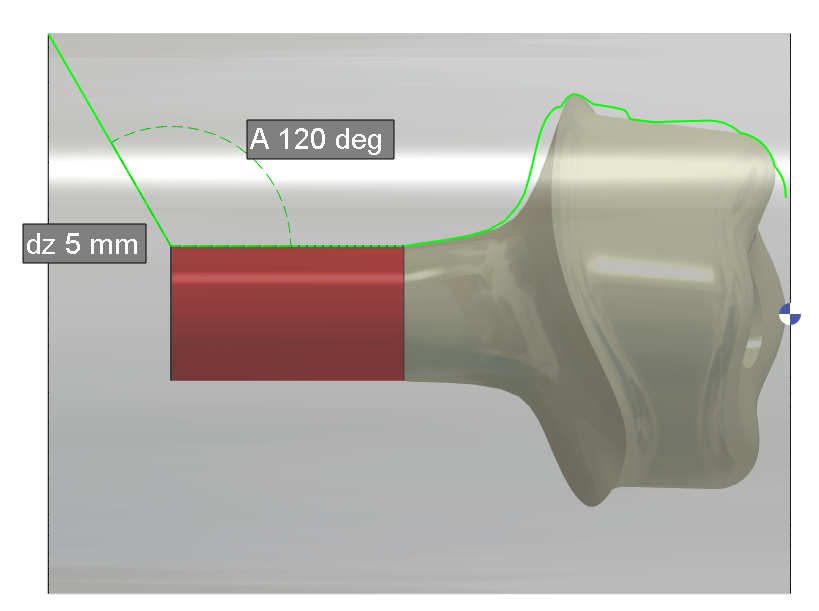
车削轮廓 基于 STL 轮廓,不含连接区域,加 5 mm 和 120 度 长度和角度在 APP 内固定 |
|
|
107 |
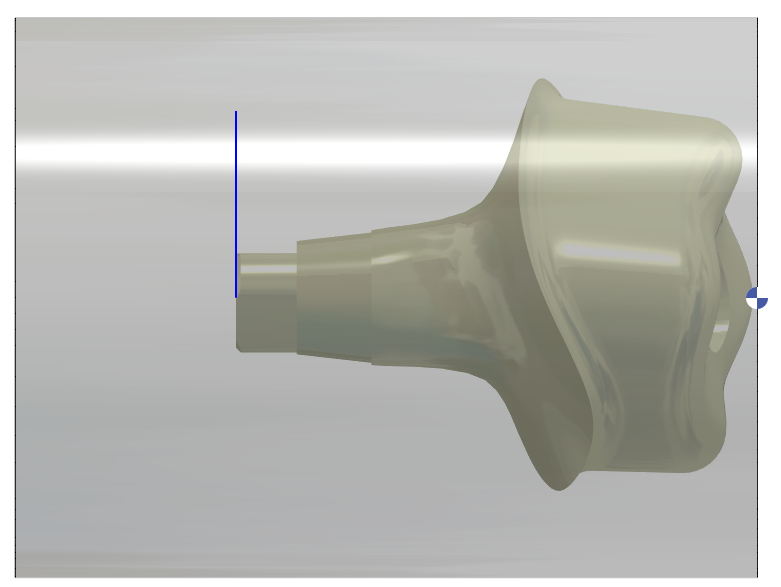
4 轴刀具路径的限制 可从参数对话框中为 Z 起始设置 末端始终位于连接区域 |
|
|
109 |
使用后刀进行车削轮廓加工 (一些用户使用此方法来避免连接区域和边缘线之间的余量加工操作) |
|
|
112 |
在孔上创建 CAP 曲面的点 |
|
|
113 |
在孔上创建 CAP 曲面的曲线 |
|
|
120 |
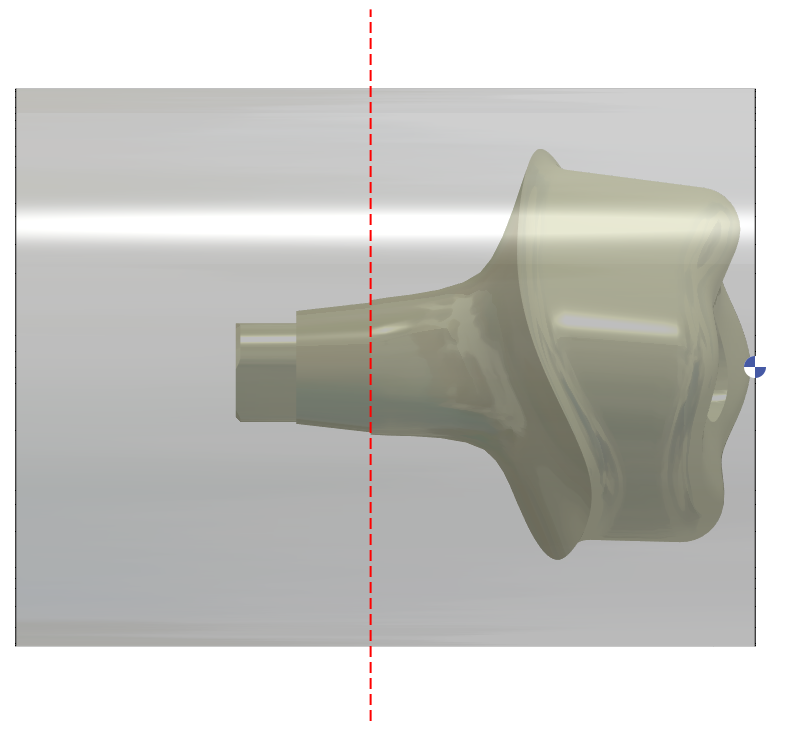
C0 和 C180 处的铣削再粗加工限制根据返工线(橙色) |
|
|
121 |
C90 和 C270 处的铣削再粗加工限制根据返工线(橙色)和连接区域 |
|
|
122 |
C0 和 C180 处的铣削粗加工限制根据连接区域 |
|
|
123 |
限制轴向铣削的面 |
|
|
124 |
限制轴向铣削的曲线 |
|
|
160 |
2D 几何图形用于限制轴向铣削的面(图层 123) |
|
|
206 |
定义连接区域的点 |
|
|
207 |
定义返工区域的点 |
|
|
209 |
定义返工区域的线 |
|
|
210 |
定义轴向铣削区域的点 |
|
|
211 |
定义轴向铣削区域的线 |
|
|
252 |
定义连接区域的线 |
|
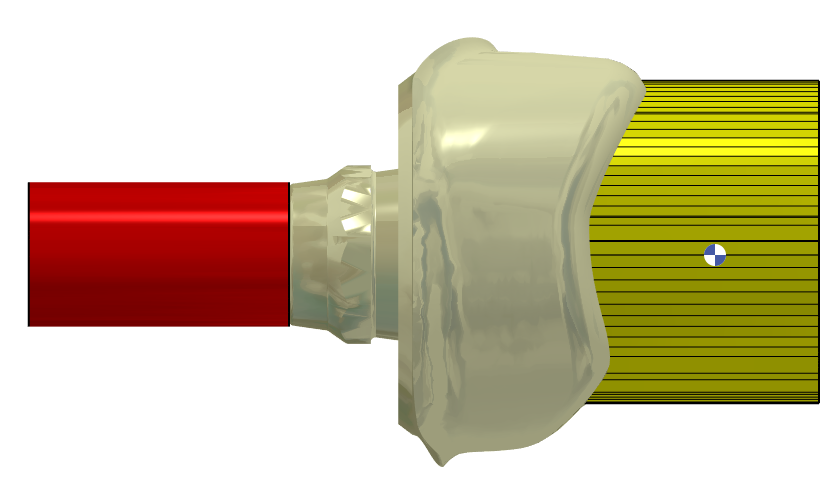
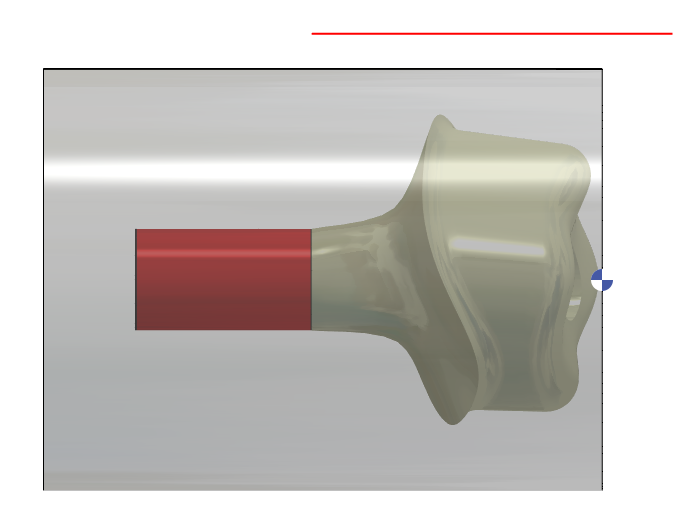
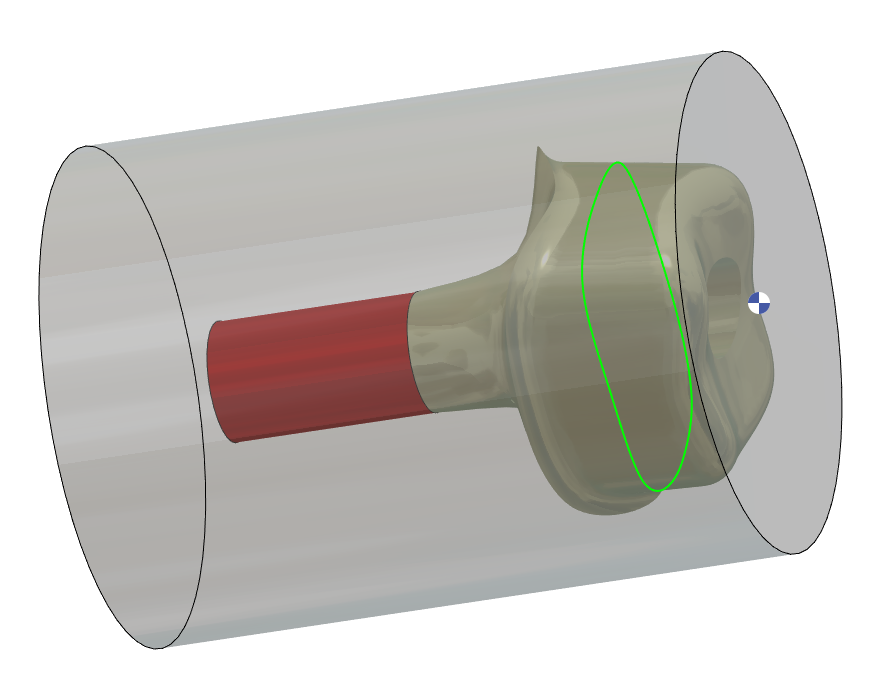
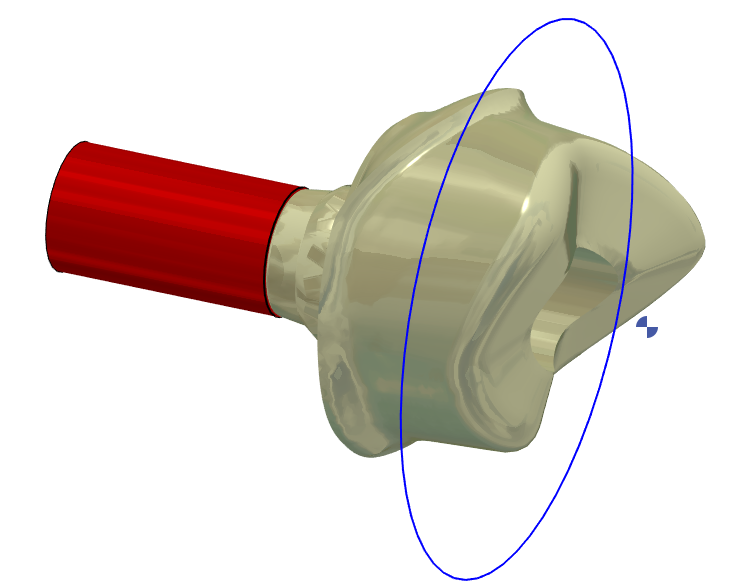
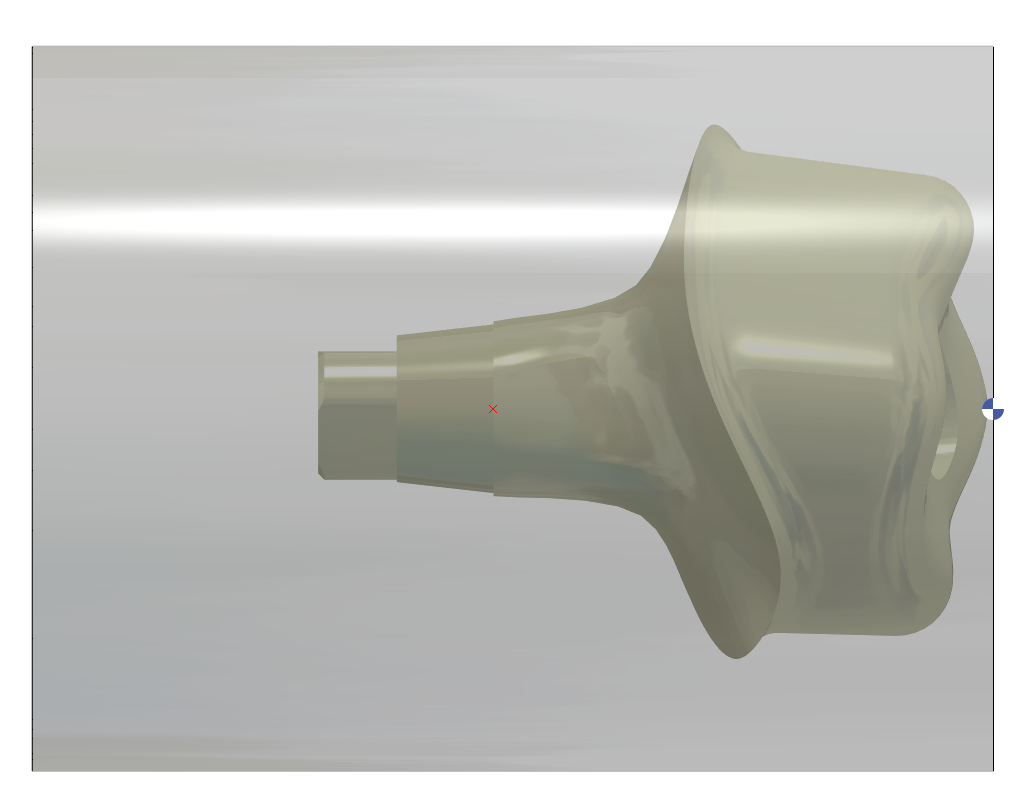
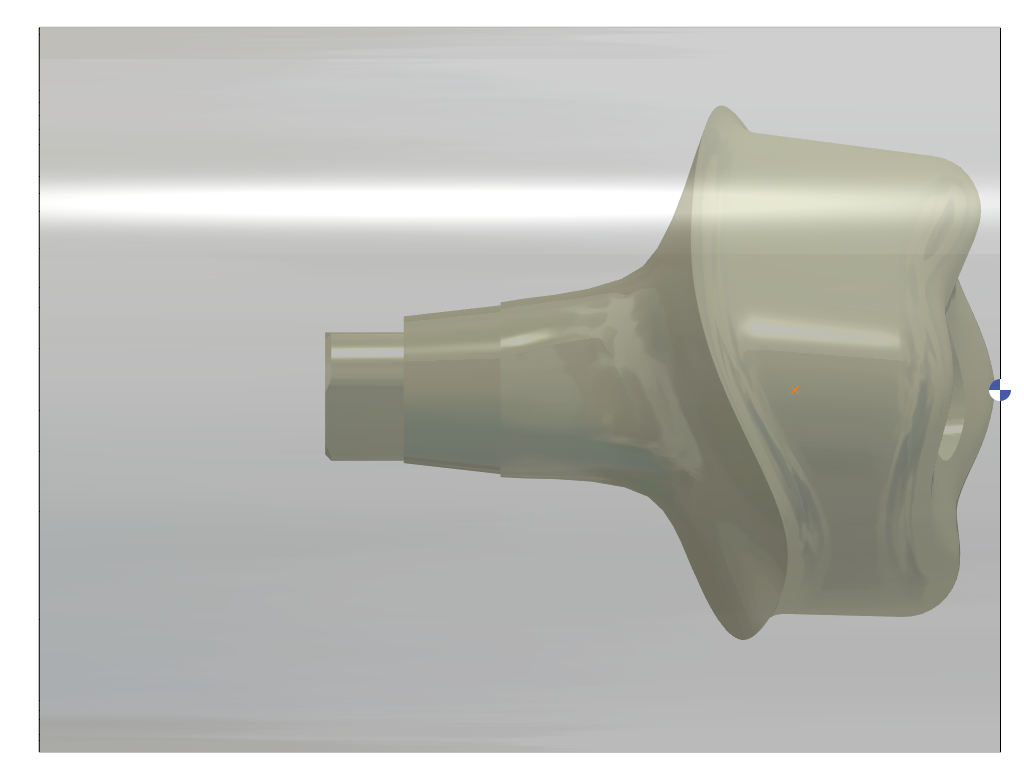
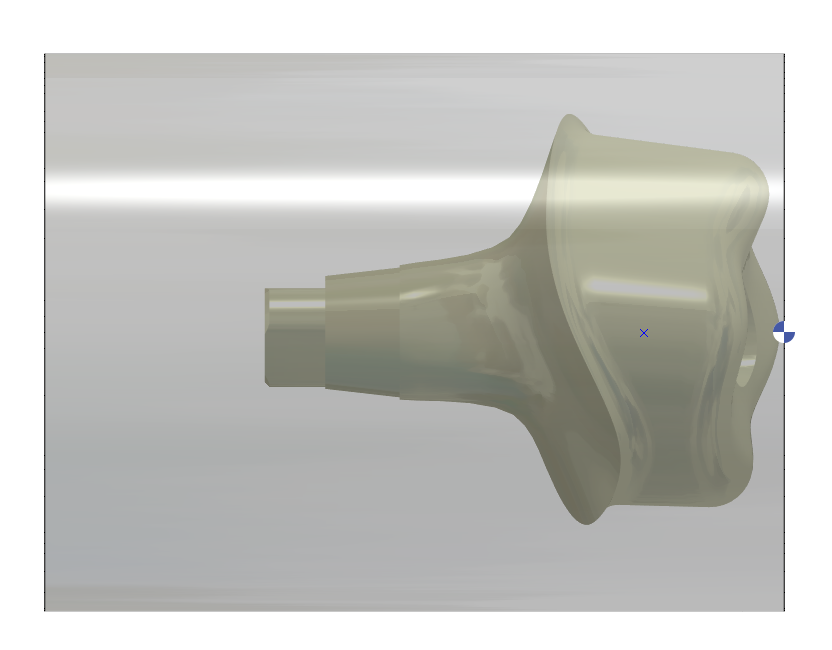
1 – CAP 曲面(图层 #101)
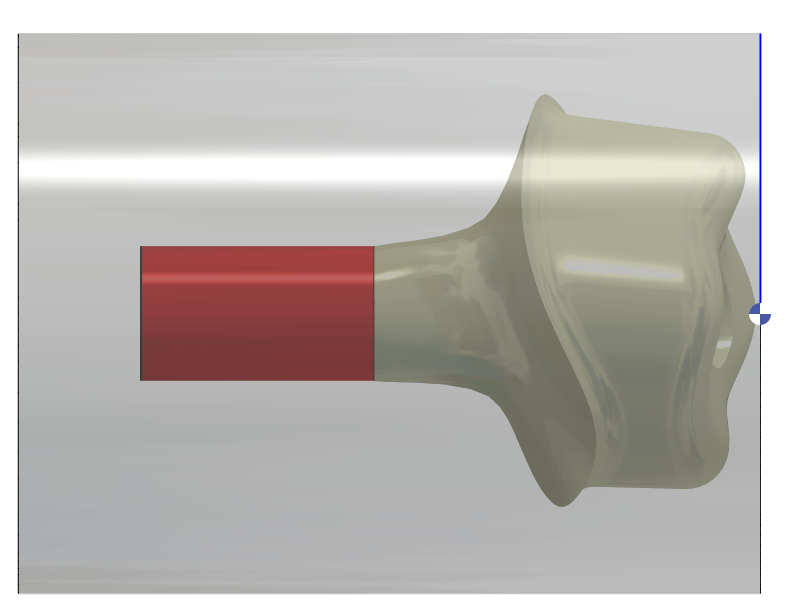
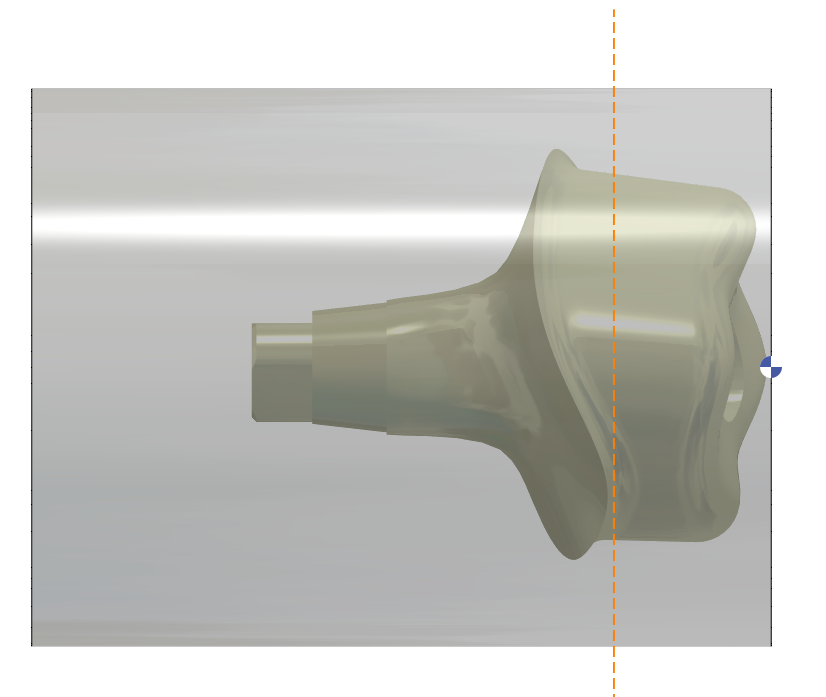
3 – 车削轮廓(基于 STL 文件的旋转轮廓)(图层 #106)
4 – 车削轮廓延伸 5mm,然后 30 度,直到创建 D12mm(图层 #106)
2 – 用于精加工的 4 轴轮廓(图层 #107)
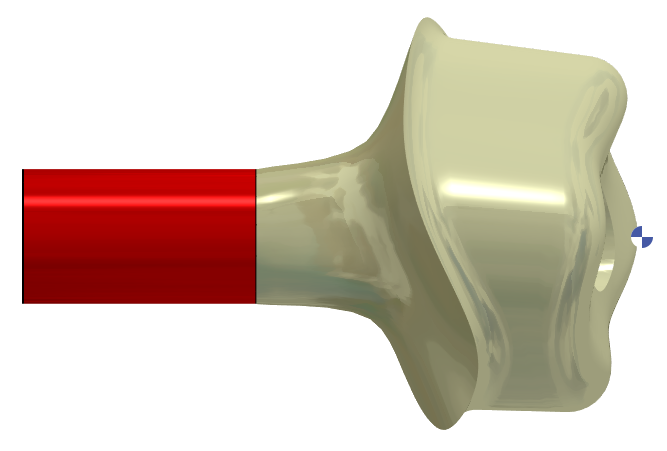
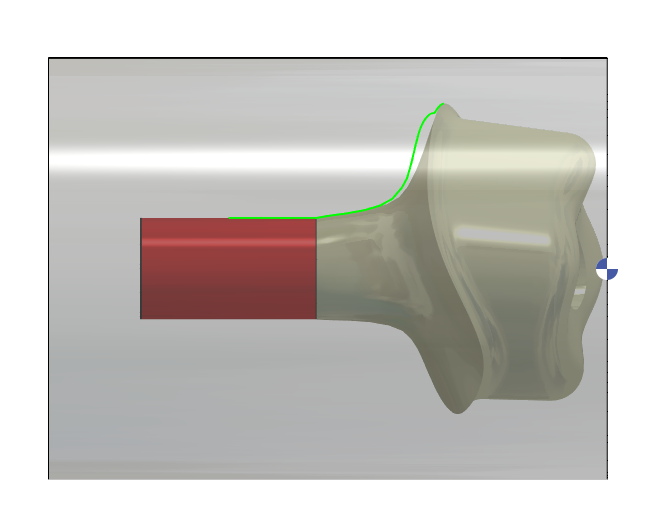
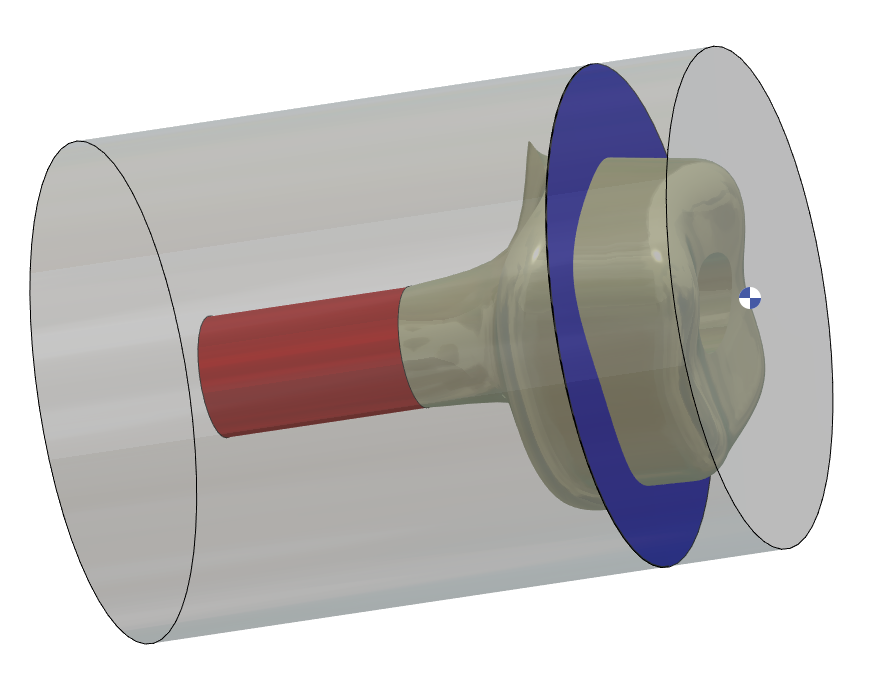
4 – 连接区域周围的圆柱体,用于在 4 轴加工期间保护它(图层 #101)
5 – 每 5° 创建一个平面。C0 / C5 / C10 / C15/ C20/ C25……
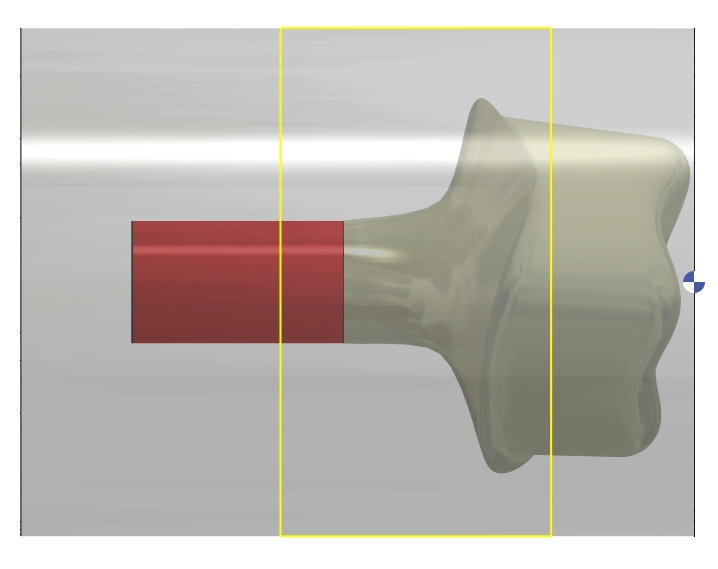
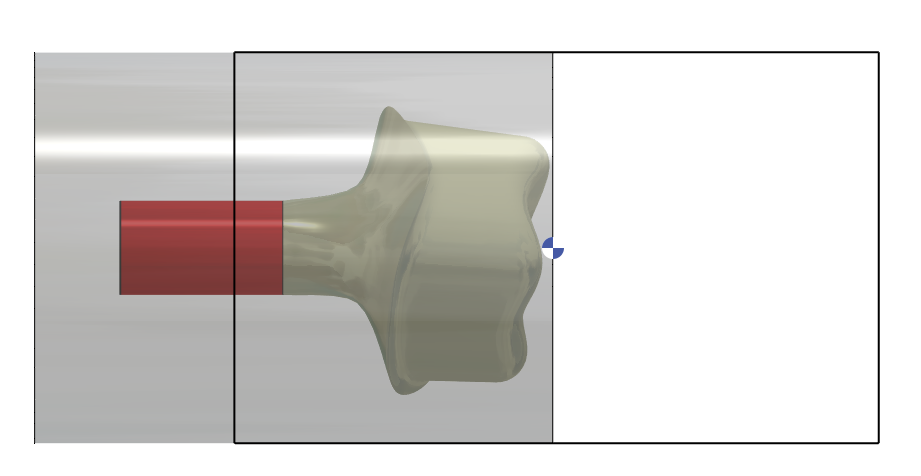
6 – STL 周围的工作区域(可在 C0 和 C180 中使用)– 区域从 STL 前方 10 mm 开始,在紧急线后 1.5 mm 停止(图层 #122)
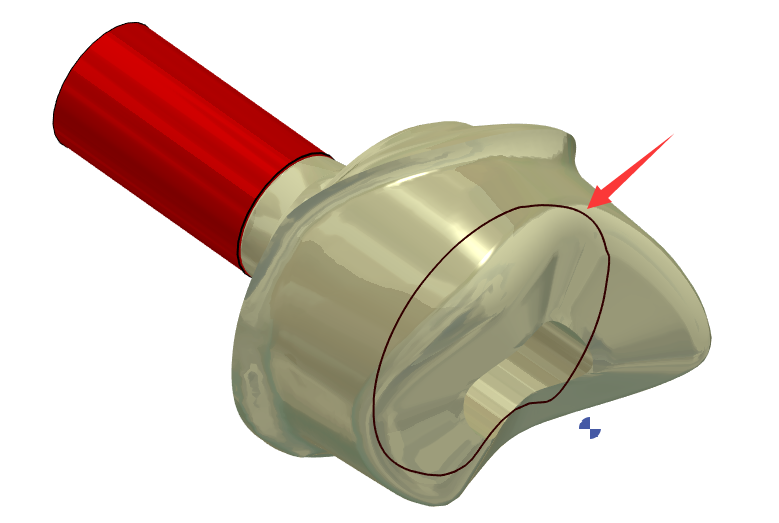
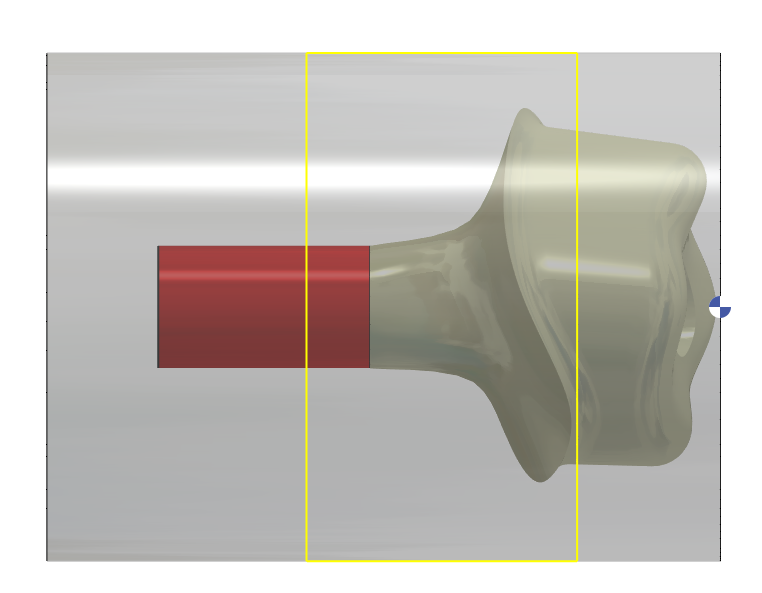
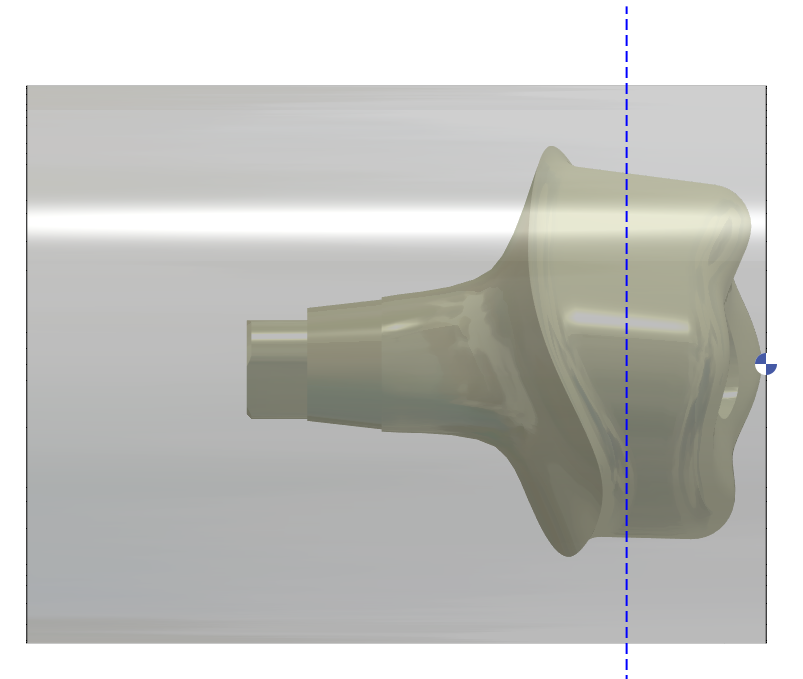
7 – 两个靠近边缘的工作区域,并由返工限制进行管理(可在 C0 / C90 / C180 / C270 中使用 - 区域根据 Zmin(紧急线后 1.5 mm)和 Zmax(返工点) - (图层 #120 和图层 #121)
使用 V2.10.207 新改进