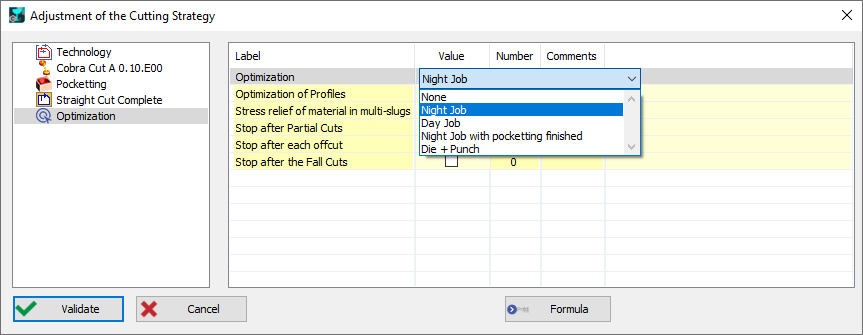
优化是对操作进行排序以优化操作员的存在和加工时间。它可以定义为:
-
在策略本身中,
-
在应用策略时可以修改它,
-
它可以在刀具路径创建后定义,在这种情况下,它结合了模具和冲头形状。
|
四种类型的优化是可能的:
|
|
|
夜间作业优化
好处:所有粗加工都在夜间进行。 |
挖槽和部分模具在操作员不在场的情况下进行。留下尽可能小的切屑。操作后应用停止。 模具操作的切屑在操作员在场的情况下进行。之后应用停止,以便操作员移除模具切屑。 挖槽和模具的精加工在操作员在场的情况下进行。之后应用停止,以准备冲压操作。 最后,冲压操作(部分切割、切屑和精加工)在操作员在场的情况下进行。 |
|
带精加工挖槽的夜间作业优化
好处:由于挖槽操作没有切屑(下落),因此节省了时间。 |
操作程序与夜间作业优化类似,只有一个区别。挖槽的精加工也在夜间操作员不在场的情况下进行。 |
|
日间作业优化
|
逐形加工:操作员始终在场,每个零件都逐个完成。 |
|
模具和冲头优化 这是同时具有模具和冲头切割操作的零件的特殊情况
|
挖槽、部分模具和部分冲头操作在操作员不在场的情况下进行。这里的好处是,在任何手动操作之前都进行了最大限度的切割。 之后应用停止,以便操作员同时夹紧模具切屑和冲头形状。 模具的切屑在操作员在场的情况下进行。之后应用停止,以便操作员移除模具切屑。 然后在操作员不在场的情况下进行模具的精加工和冲头的切屑。 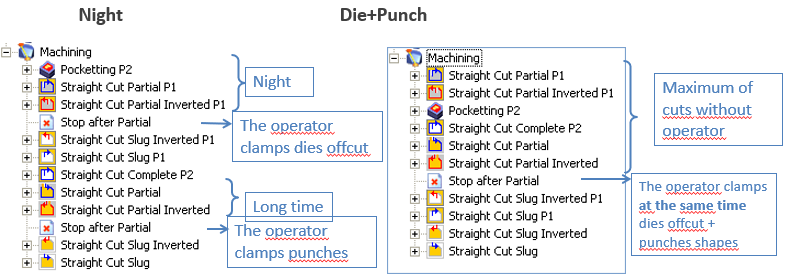
|
|
轮廓优化 切割优化具有优先级,但轮廓选择的顺序可能不受尊重。激活此选项可优化轮廓的顺序。 |
|
|
部分切割后停止 |
部分切割:部分加工和切屑到微小切屑 |
|
每次切屑后停止 |
目的是能够夹紧零件,并在每个零件之间切割和移除切屑(下落) |
|
下落切割后停止 |
在切屑和精加工(完整)加工之间停止 |