循环 : 轮廓加工, 轮廓再加工, 键槽加工, 倒斜角, 锥度切割, 轮廓切削, 倒斜角
定义
此框允许您以快速速度调节刀具逼近。
|
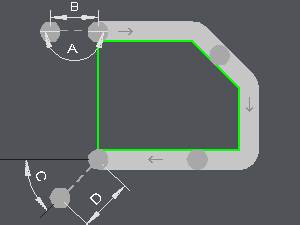
A. 进刀角度
|
|
A. 进刀角度
进刀角度与进刀距离一起定义了刀具以进给速率进行的进刀运动。此运动对于刀具进行其直径补偿(G41 或 G42)是必需的。进刀角度的值介于 0 到 90 度之间。
它是刀具的进刀角度值。如果偏移或刀具路径在左侧或右侧,则该角度以相对于第一个元素的绝对值给出。
如果没有偏移(中心位置),并且刀具路径在零件位置,则该角度以逆时针圆的绝对值给出。
长度由进刀距离给出。
B. 进刀距离
进刀长度的值必须大于刀具的半径。此值基于角度线,而不是 X 或 Y。
C. 退刀角度
与进刀角度和距离一样,退刀角度与退刀距离一起定义了退刀运动。此运动对于取消刀具的直径补偿是必需的。退刀角度的值介于 0 到 90 度之间。
它是刀具的退刀角度值。如果偏移或刀具路径在左侧或右侧,则该角度以相对于第一个元素的绝对值给出。
如果没有偏移(中心位置),并且刀具路径在零件位置,则该角度以逆时针圆的绝对值给出。
长度由退刀距离给出。
D. 退刀距离
退刀长度的值必须大于刀具的半径。此值基于角度线,而不是 X 或 Y。