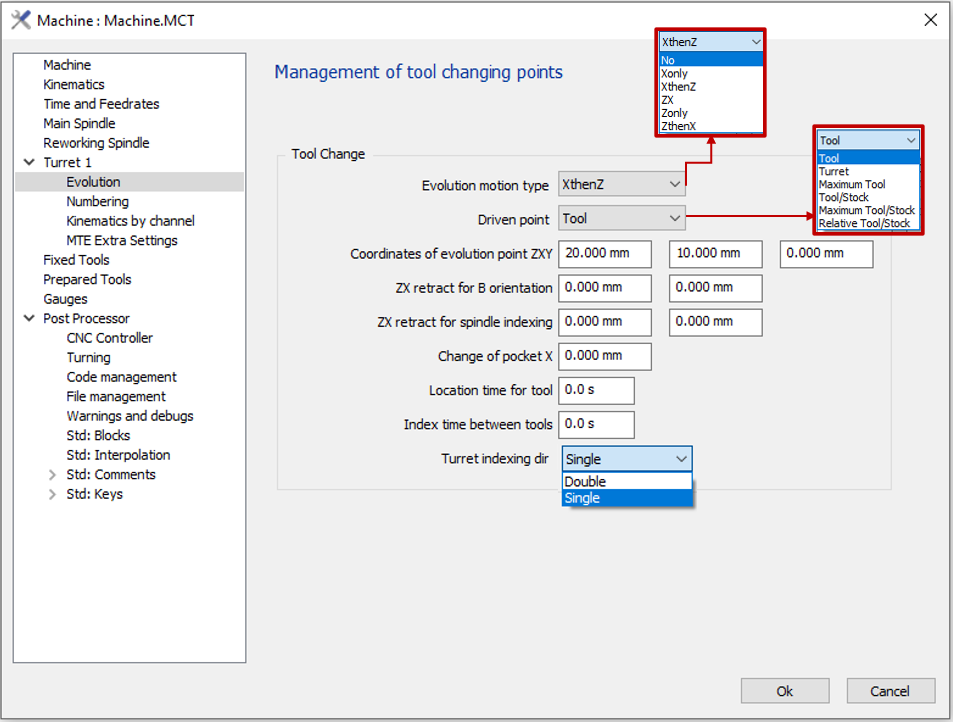
换刀点是换刀点。它可以在机床编辑窗口中访问,允许对换刀点的管理进行各种配置:
|
换刀运动类型
|
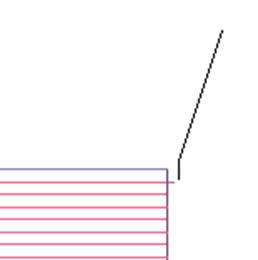
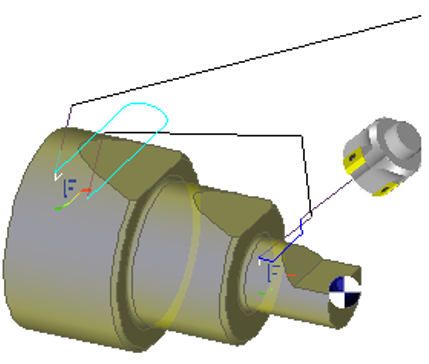
The Evolution motion defines the tool movement at the end of machining to the tool change point based on the driven point chosen. The Evolution motion type can be of various configurations as visible on the image above; either motion only in X 或 Z,X 轴运动后接 Z 轴运动或反之亦然,或遵循 ZX 的对角线运动。 |
||
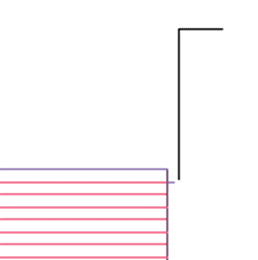
先X后Z
|
先Z后X
|
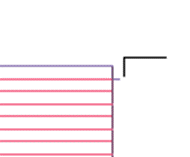
只有Z
|
|
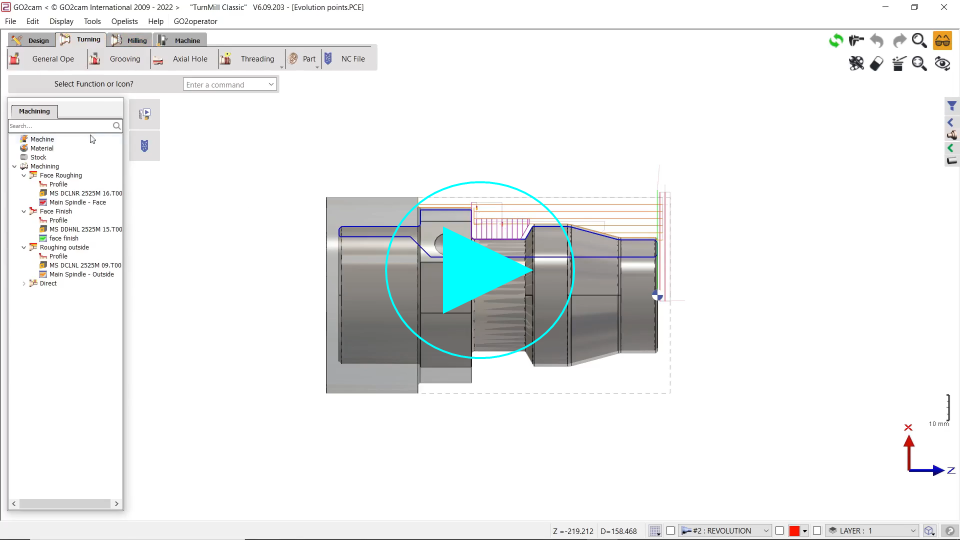
您可以在右侧观看视频,其中显示了一些运动类型。 |
换刀运动类型
|
|
驱动点
刀具的运动由选择的“驱动点”选项和定义的 ZXY 坐标的值决定。

|
|||
|
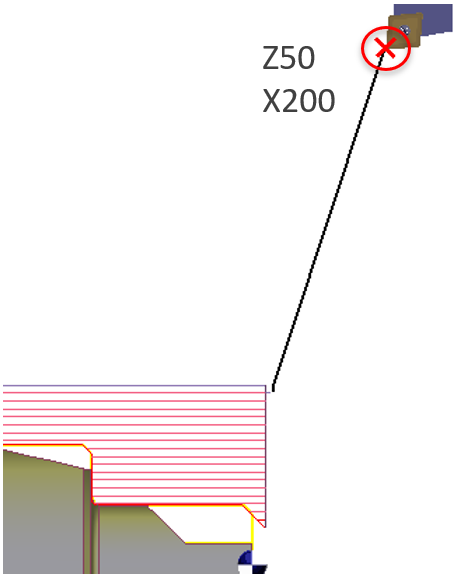
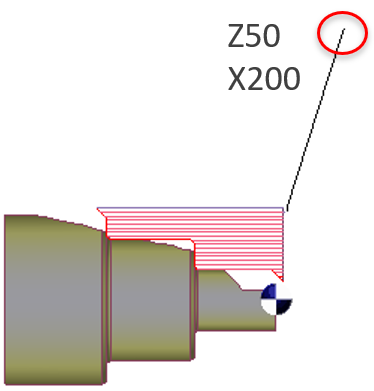
刀具选项 刀尖将移动到设置的 ZXY 坐标。 |
|
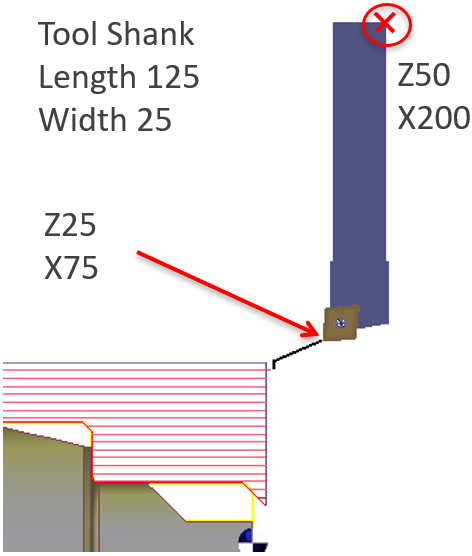
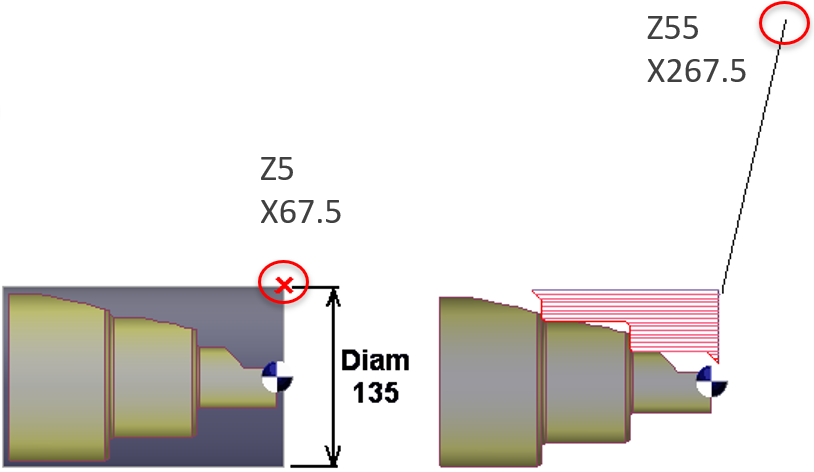
刀塔选项 在此选项中,刀具将移动到刀塔中所持刀具(以红色十字表示)的点位于定义的 ZXY 坐标处。 |
|
|
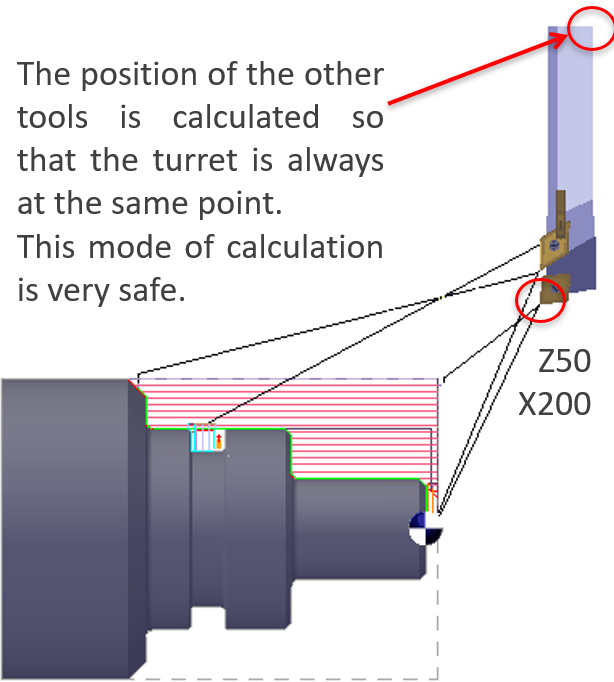
最大刀具选项 考虑零件中使用的最长刀具。 此刀具在换刀点坐标处进刀和退刀。 |
|
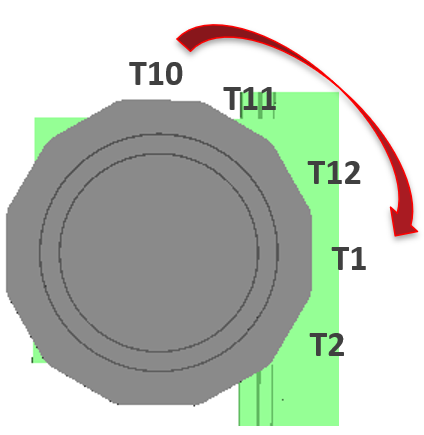
相对刀具/毛坯选项 与最大刀具相同,根据最长刀具进行计算,但仅限于 T10 和 T1 之间的帖子 和 T1 。 循环 1:刀具 T10 循环 2:刀具 T1 |
|
|
刀具/毛坯,最大刀具/毛坯 刀具选项和最大刀具选项 相对于毛坯 . 与 最大刀具相同选项 但计算不是绝对的,而是相对于 剩余材料 . |
|
|
|
|
您将在右侧找到一个视频,其中显示了刀具、刀塔和最大刀具选项的示例。
|
驱动点
|
||
|
您会在右侧找到一个视频,展示了工具/库存选项的示例。 |
驱动点工具 - 库存
|
||
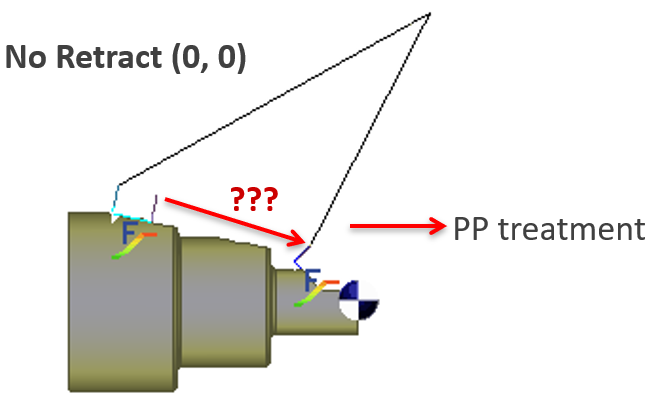
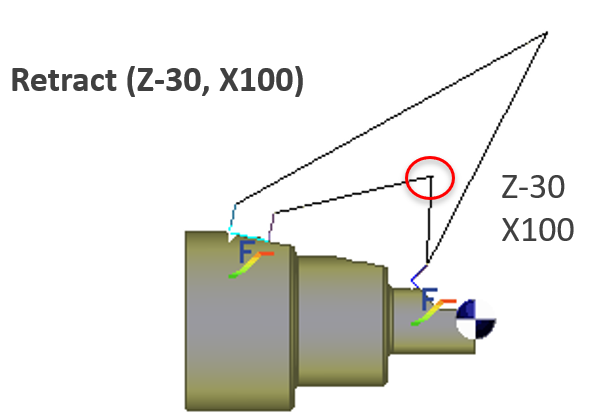
ZX 后退到B方向
|

此选项用于非常特别的情况:
|
|
|
在这种情况下,添加一个退刀点以安全地实现新的方向。 |
|
|
|
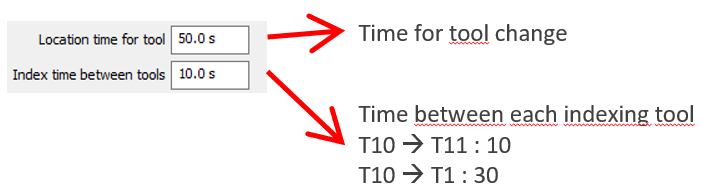
位置/索引时间
|
These 2 options, 刀具位置时间 and 刀具之间的时间索引 , set the time for a complete tool change. 刀具位置时间 is the time for a tool change between 2 cycles, excluding the time for tool indexing in the turret, which is defined by the 刀具之间的时间索引 . 您必须在编号页面中定义刀具数量。 |
|
|
示例: 循环2和循环3之间换1把刀具 50 秒 T1和T10之间的3次索引 = 3 x 10 秒 = 30 秒 总计 = 80 秒。
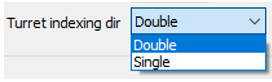
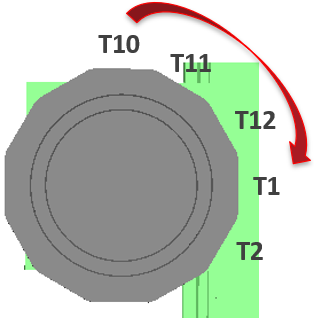
如果刀塔方向是 单个 你不能转 从T10到T1 但是 仅从T1到T10:9个索引时间! 总时间 = 140 秒
|
|