
|
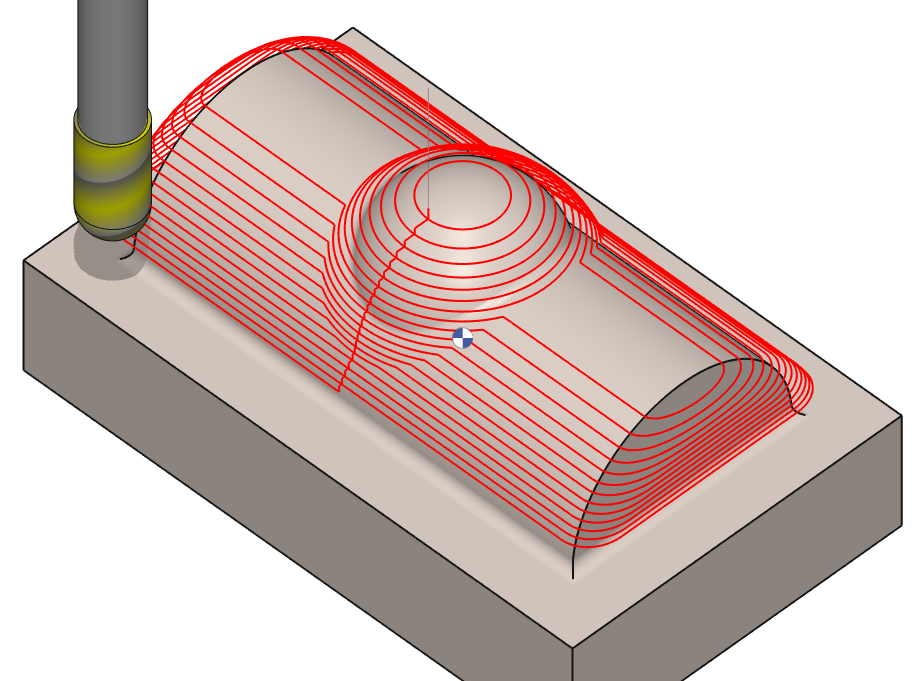
Eğimli alanlara özel Z seviyesi takım yolu. Tekrar işleme için maksimum açıyı tanımlamanız gerekir, bu değer aralığının üzerinde takım yolu yoktur. |
Önemli Noktalar
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım Yolu Stratejisi |
İşleme yönü |
|
|
İşlemenin Sınırlandırılması |
Sınırlama Alanı |
|
|
Z Adımlarının Hesaplanması |
Z Adımı (Ap) |
Sabit Tarak |
|
Tarak değeri |
|
|
|
Toleranslar |
XY Stok toleransı |
Z Stok toleransı |
|
Normal stok toleransı |
|
|
|
Yükseklikler listesi |
Yükseklikler listesi |
|
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
Hızlı düzlem alt. |
Güvenlik mesafesi |
|
Z'de yaklaşma ve geri dönüş |
Geri çekme yüksekliği |
|
|
Malzemeye Giriş Tipi |
Eğimi izleyen giriş |
Eğimin açısı |
|
Güvenlik (XY'de) |
SD/ Takım sapı |
Takım tutucu yönetimi |
|
XY'de giriş ve çıkış |
||
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme Hızı |
|
Diş başına ilerleme |
Milenin dönme yönü |
|
|
Milenin hızı |
İlerleme hızı |
|
|
Devir sırası |
||
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol Cihazı |
|
Frezeleme Seti |
|
|

Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenler üzerindeki davranış |
Oyma Kontrolü |
XY Ofset |
|
Güvenlik alanı |
Z Ofset |
|
|
Eğri Hesaplama |
Eğri toleransı |
Eğri segmentasyon |
|
Takım Yolu Hesaplama |
Takımyolundaki yayların ayrışması |
Yayların ayrışma toleransı |