General Information
|
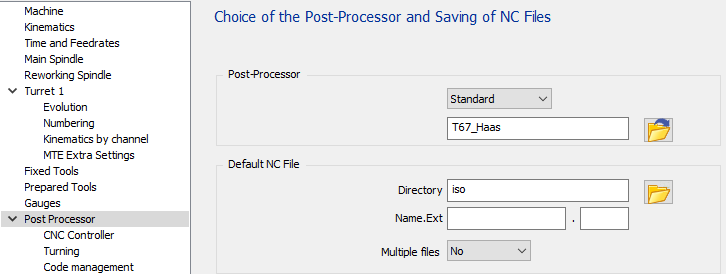
Standart, mevcut tüm seçenekleri yönetmek için dört yapılandırma sayfası içerir:
|
|
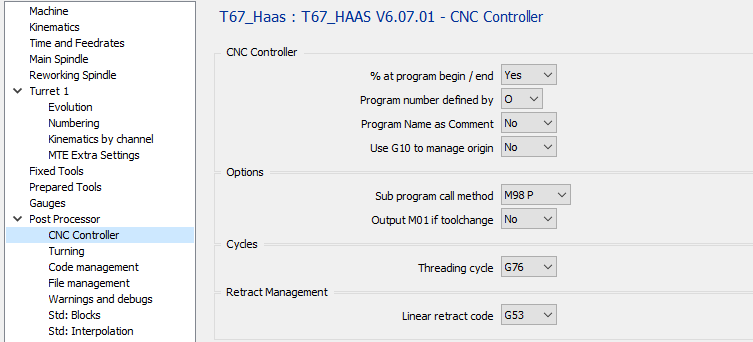
1 CNC Controller page
|
1.1 CNC Controller - % at program begin / end
|
Seçenek |
Sonuç |
|
Hayır |
O1000 … … M30 |
|
Evet |
% O1000 … … M30 % |
1.2 CNC Controller - Program number defined by
|
Seçenek |
Sonuç |
|
O |
% O 1000 … … M30 % |
|
: |
% : 1000 … … M30 % |
1.3 CNC Controller - Program Name as comment
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … … M30 % |
|
Evet |
% O1000 (PARÇA ADI) … … M30 % |
1.4 CNC Controller - Use G10 to manage origin
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … … M30 % |
|
Evet |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G110) … … M30 % |
1.5 Cycles – Threading Cycle
|
Seçenek |
Sonuç |
|
G76 |
… G00 X44 G76 X38.506 Z-10. P1 K0.747 A60 D0.2 F1.25 … |
|
G92 |
… G92 X39 Z-43 G00 Z3 G92 X38 Z-43 G00 Z3 … |
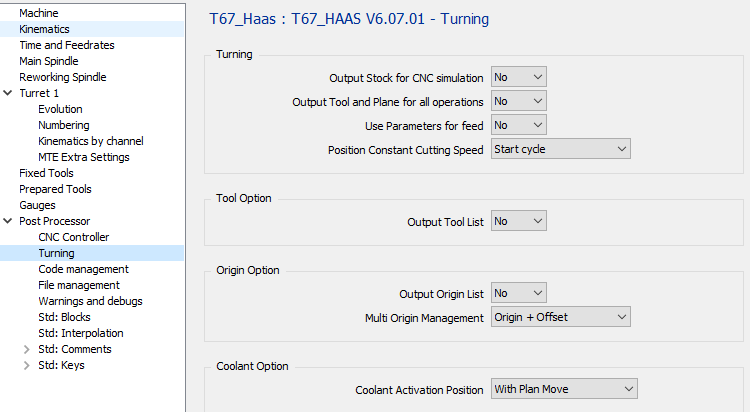
2 Turning page
|
2.1 Turning – Output Stock for CNC Simulation
Bu seçenek Haas için kullanılmaz çünkü CNC'de stok simülasyonu yoktur
|
Seçenek |
Sonuç |
|
Hayır |
|
|
Evet |
|
2.2 Turning – Output Tool and Plane for all operations
|
Seçenek |
Sonuç |
|
Hayır |
O1000 (YÜZEY) T0101 G00 X20 Z2 … … (KABA) G00 X20 Z2 … … |
|
Evet |
O1000 (YÜZEY) T0101 G00 X20 Z2 … … (KABA) T0101 G00 X20 Z2 … … |
2.3 Turning – Use Parameters for Feed
|
Seçenek |
Sonuç |
|
Hayır |
… T0101 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Evet |
#1 = 0.1 T0101 G00 X20 Z2 G01 Z-20 G95 F#1 … … |
2.4 Turning – Position Constant Cutting Speed
|
Seçenek |
Sonuç |
|
Çevrimi başlat |
T0101 G92 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
İşlemeyi başlat |
T0101 G97 S530 M04 G00 G90 X24. Z2.8 G92 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Tool Option – Output Tool List
|
Seçenek |
Sonuç |
|
Hayır |
O1000 T0101 … … |
|
Evet |
O1000 (TAKIM LİSTESİ BAŞLANGICI) (T1 CMNG 04) (T2 ...) (T3 ...) (TAKIM LİSTESİ SONU) T0101 … … |
2.6 Origin Option – Output Origin List
|
Seçenek |
Sonuç |
|
Hayır |
O1000 T0101 … … |
|
Evet |
O1000 (ORJİN LİSTESİ BAŞLANGICI) (G54) (...) (ORJİN LİSTESİ SONU) T0101 … … |
2.7 Origin Option – Multi Origin Management
|
Seçenek |
Sonuç |
|
Yalnızca Orijin |
% O1000 … G54 … |
|
Orijin + Ofset |
% O1000 … G54 G52 X10 Y20 Z10 … |
MTE olmadan:
Seçenek, parça üzerinde tanımlanan her orijin için “Yalnızca Orijin” olarak ayarlanırsa, farklı bir G kodu, G54, ardından G55, G56… çıktısı vereceğiz. Bu, CNC tarafından yönetilen orijin sayısıyla sınırlı olduğunuzu gösterir. Daha fazla orijine sahip olabiliyorsanız, ikinci seçenek olan “Orijin + Ofset”i kullanmalısınız
Seçenek “Orijin + Ofset” olarak ayarlanırsa, yalnızca G54 çıktısı verecek ve G52 ile ofset uygulayacaktır
MTE ile:
Orijin, aşağıdaki sözdizimini kullanarak orijinin adında tanımlanabilir: “$G54_”. Bu, NC programında G54'ün kullanılacağı anlamına gelir. Kod çözülmüş bir ad tanımlanmamışsa, varsayılan orijin G54'ü çıkaracaktır.
“Orijin + Ofset” kullanıyorsanız, tüm işlemleriniz için yalnızca bir orijin kullanmalısınız, çünkü tüm ofsetler referans düzlem orijini veya tek orijinden hesaplanır.
Ofsetinizi tanımak için alt çizgiden sonra her metni ekleyebilirsiniz: “$G54_Yukarı”, “$G54_Sağa”,…
2.8 Coolant Option – Coolant Activation Position
İkinci ve üçüncü seçenek, torna işlemi için aynı çıktıyı verecektir.
Canlı takımlar kullanan frezeleme işlemlerinde bir fark olacaktır.
|
Seçenek |
Torna işlemi |
Frezeleme işlemi (canlı takım) |
|
Mil ile |
… T0101 S1000 M03 M08 G00 X15 Z2 … |
… T0101 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Düzlem Hareketi ile |
… … T0101 S1000 M03 G00 X15 Z2 M08 … |
… … T0101 S1000 M03 G00 X15 C0 M8 Z2 … |
|
Dalma Hareketi ile |
… T0101 S1000 M03 G00 X15 Z2 M08 … |
… T0101 S1000 M03 G00 X15. C0 Z2 M8 … |
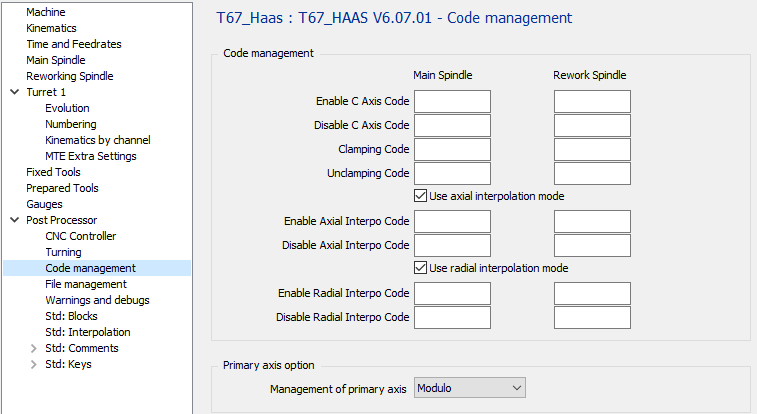
3 Code management page
|
3.1 Code Management – Enable C Axis Code
|
Seçenek |
Sonuç |
|
“boş” |
… T0101 S1000 M3 G17 G28 G90 H0 M154 C10 … |
|
M51 |
… T0101 S1000 M3 G17 M51 G28 G90 H0 C10 … |
3.2 Code Management – Disable C Axis Code
|
Seçenek |
Sonuç |
|
“boş” |
… X200 M155 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Code Management – Clamping Code
Alan boşsa, ana mil için kod M14 ve tekrar işleme mili için M114 olacaktır.
|
Seçenek |
Ana Mil |
Tekrar İşleme Mili |
|
“boş” |
… C10 M14 G01 Z-10 … |
… C10 M114 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
… C10 M10 G01 Z-10 … |
3.4 Code Management – Unclamping Code
Alan boşsa, ana mil için kod M15 ve tekrar işleme mili için M115 olacaktır.
|
Seçenek |
Sonuç |
Tekrar İşleme Mili |
|
“boş” |
… G0 Z20 M15 C10 … |
… G0 Z20 M115 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
… G0 Z20 M11 C10 … |
3.5 Code Management – Use axial interpolation mode
Makinede G112 veya G12.1 seçeneği yoksa çıktı ayrıştırılabilir olarak yapılabilir.
Dairesel enterpolasyon çıktısı verilmeyecektir, takım ofsetini kullanmayın
|
Seçenek |
Sonuç |

|
G112 ile eksenel işlemi çıkar |
|
|
Ayrıştırılmış eksenel işlemi çıkar |
3.6 Code Management – Enable Axial Interpo Code
Alan boşsa, varsayılan olarak kullanılan kod G112 olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… G01 Z-5 G112 … |
|
G12.1 |
… G01 Z-5 G12.1 … |
3.7 Code Management – Disable Axial Interpo Code
Alan boşsa, varsayılan olarak kullanılan kod G113 olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… G113 G00 Z20 … |
|
G13.1 |
… G13.1 G00 Z20 … |
5.8 Code Management – Use radial interpolation mode
Makinede G107 seçeneği yoksa çıktı ayrıştırılabilir olarak yapılabilir.
Dairesel enterpolasyon çıktısı verilmeyecektir, takım ofsetini kullanmayın
|
Seçenek |
Sonuç |

|
G107 ile eksenel işlemi çıkar |

|
Ayrıştırılmış eksenel işlemi çıkar |
3.9 Code Management – Enable Radial Interpo Code
Haas CNC'nin radyal enterpolasyonu yoktur.
|
Seçenek |
Sonuç |
|
“boş” |
|
|
G107 |
|
3.10 Code Management – Disable Radial Interpo Code
|
Seçenek |
Sonuç |
|
“boş” |
|
|
G107 |
|
3.11 Primary axis option – Management of primary axis
|
Seçenek |
Sonuç |
|
Modülö |
… C0 … C359 C0 … |
|
Doğrusal |
… C0 … C359 C360 … |
|
Artımlı |
… C0 … H1 H1 … |
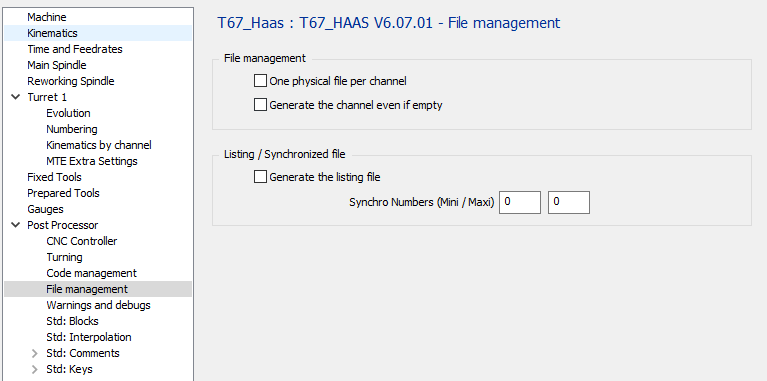
4 File management page
Haas CNC'nin çok kanallı bir özelliği yoktur. Bu seçenekler Fanuc denetleyicisiyle aynı çıktıyı verecek ve Haas CNC çok kanallı olabildiğinde güncellenecektir.
|
4.1 File Management – One physical File per Channel
|
Seçenek |
Dosya 1 |
Dosya 2 |
|
|
O1000 (İLK KANAL PROGRAMI) … … M30
O1001 (İKİNCİ KANAL PROGRAMI) … … M30 |
|
|
|
O1000 (İLK KANAL PROGRAMI) … … M30 |
O1001 (İKİNCİ KANAL PROGRAMI) … … M30 |
4.2 File Management – Generate the channel even if empty
|
Seçenek |
Sonuç |
|
|
Bir kanal boşsa program çıktısı verilmez |
|
|
Bir kanal boşsa, program çıktısı verilir (ancak boş) Sadece O1001 ve M30 çıktısı verilecektir) |
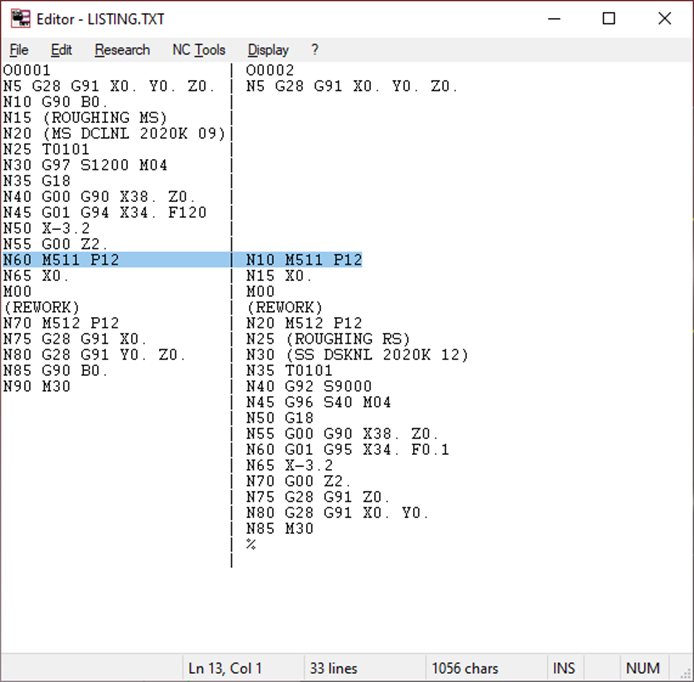
4.2.1 Listing / Synchronized File – Generate the Listing File
Listelemeyi çıkarmak için Senkronizasyon Numarası min ve maks değerlerini ayarlamanız gerekir.
|
Seçenek |
Sonuç |
|
|
Kanallar arasındaki senkronizasyonu görmek için dosyayı oluşturmayın. |
|
|
Kanallar arasındaki senkronizasyonu görmek için dosyayı oluşturun. |
Listing.TXT adlı dosya geçici olarak oluşturulacak ve gösterilecektir.
|
4.3 Listing / Synchronized File – Synchro Numbers (Mini / Maxi)
Burada senkronizasyon numaralarını tanımlayın (örneğin 500 – 540)
Son işlemci, Listing.TXT dosyasını oluşturmak için bu min ve maks değerler arasındaki senkronizasyon numaralarını arayacaktır.
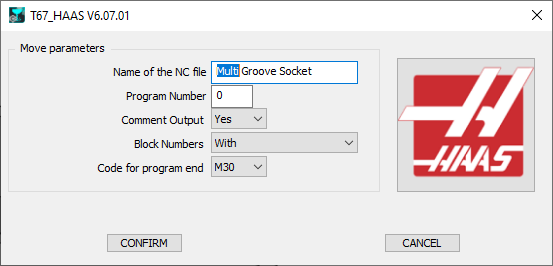
5 Launch page
|
5.1 Name of the NC File :Define here the Name of the generated NC file.
Uzantı, MCF yapılandırmasında tanımlanacaktır.
5.2 Program Number : If 0 is defined, the program Number will be set to 1.
|
Seçenek |
Sonuç |
|
0 |
% O0001 … … |
|
“10” |
% O0010 … … |
|
“1234” |
% O1234 … … |
5.3 Comment Output :
|
Seçenek |
Sonuç |
|
Hayır |
… T0101 … |
|
Evet |
… (YÜZEY İŞLEME) (CNMG 04) T0101 … |
5.4 Block Numbers :
|
Seçenek |
Sonuç |
|
İle |
O1000 N5 T0101 N10 G00 X10 Z20 N15 Z10 … … N50 T0202 N55 G00 X20 Z20 N60 Z10 … … |
|
Olmadan |
O1000 T0101 G00 X10 Z20 Z10 … … T0202 G00 X20 Z20 Z10 … … |
|
Yalnızca Takım Değişimi |
O1000 N5 T0101 G0 X10 Z20 Z10 … … N10 T0202 G0 X20 Z20 Z10 … … |
5.5 Code for Program End :
|
Seçenek |
Sonuç |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |