
|
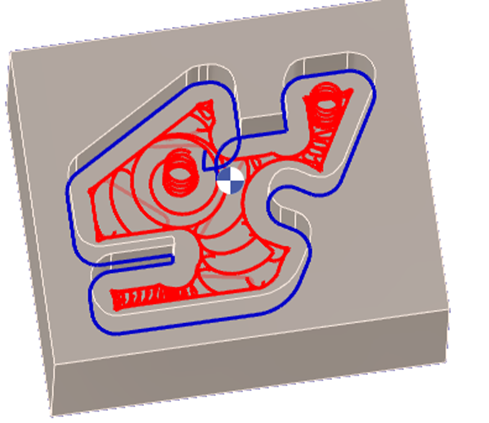
PAM, bitiş işlemini öngören ve bitişte sabit bir giriş açısı sağlamayı amaçlayan kaba bir takım yolu işlemidir. PAM, Güçlü Öngörücü Üretim içindir. |
|
Avantajları ve patent bilgilerini tıklayarak inceleyin burada . |
Önemli Noktalar
|
Kaba PAM işlemi değişken bir tolerans hesaplar takım yolunun tamamı boyunca. Bu nedenle, bunu kontrol edebilirsiniz bitişte takım giriş açısı her zaman belirli bir açıda olur, doğru çizgide ve herhangi bir dışbükey ve içbükey köşede! |
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım Yolu Stratejisi |
Maksi kalınlık(h) |
Temizleme alanı |
|
Temizleme türü |
Kalan kalınlık |
|
|
Organizasyon |
Kontür üzerindeki yarıçaplar |
|
|
Bitişi hazırlama |
Takım çapı |
Kalan malzeme |
|
Alt Kesim ve Tekrar İşleme |
Alt kesim işleme |
Ada tekrar işleme |
|
Tarak tekrar işleme |
Tarak değeri |
|
|
Stok Hesaplama |
||
|
|
||
|
İşlemenin Sınırlandırılması |
Sınırlama Alanı |
|
|
|
||
|
Adım Hesaplama |
Adım (Takım oranı) |
Adım değeri(Ae) |
|
XY Tarak |
Tarak oluşumu önlensin mi? |
|
|
Z Adım (Ap) |

|
|
|
Toleranslar |
XY Stok payı |
Z Stok payı |
|
Normal stok boşluğu |
Yükseklik listesi |
|
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
Hızlı hareket düzlemi alt. |
Güvenlik mesafesi |
|
Z'de yaklaşma ve geri dönüş |
Yaklaşma yüksekliği |
Geri çekilme yüksekliği |
|
Geri dönüş yüksekliği |
|
|
|
Z Dalma |
Dalma |
Mini helis rad. |
|
Mini rampa rad. |
Minimum yarıçap işleme alanı |
|
|
Dalma açısı |
|
|
|
Hızlı hareketlerin yönetimi |
Hareketler |
Fmax emniyet mesafesi |
|
Hızlı/Fmax % |
|
|
|
Güvenlik (XY'de) |
XY emniyet mesafesi |
SD/Takım sapı |
|
Takım tutucu yönetimi |
|
|
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
Diş başına ilerleme |
F. mili Dönme yönü |
|
|
Devir |
İlerleme hızı |
|
|
Dalma için dönme hızı |
||
|
Devir sırası |
||
|
|
||
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol Cihazı |
|
Frezeleme Seti |
|
|

Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenler üzerindeki davranış |
Tutucu kontrolü |
Ofset XY |
|
Güvenli alan |
Ofset Z |
|
|
Takım Yolu Optimizasyonu |
Ara kaba işleme alanı toleransı |
Besleme hızı ayarlama |
|
Eğri Hesaplama |
Eğri toleransı |
Eğri segmentasyon |
|
Takım Yolu Hesaplama |
Takımyolundaki yayların ayrışması |
Yayların ayrışma toleransı |