STL 형식으로 열린 ABUTMENT에 자동으로 공구경로를 적용합니다.
세 가지를 고려해야 합니다.
|
“ 어버트먼트 ” 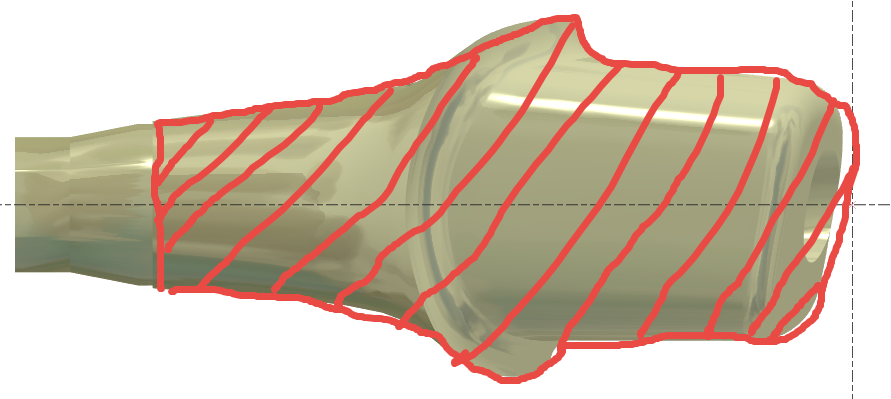
|
“ 커넥틱 ” 
|
“ 홀 ” 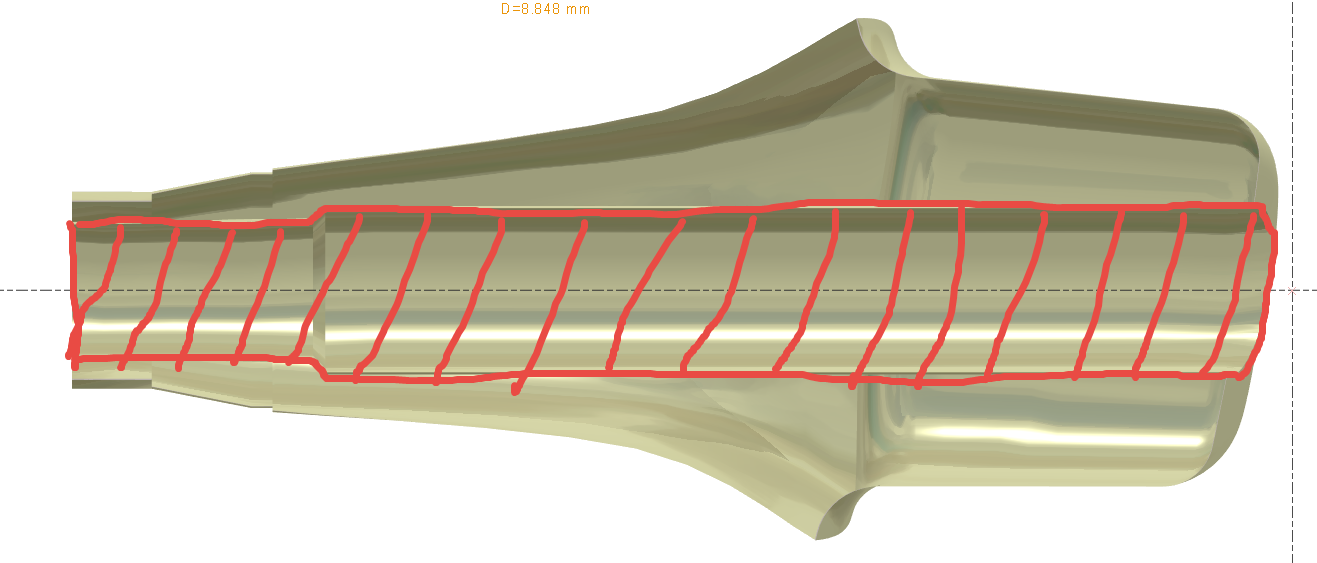
|
|
생산하려면 어버트먼트 , 어버트먼트의 100%에 대해 항상 동일한 공구를 사용합니다. 터닝 공구 OD 작업: 인서트 홀더는 SVJBR – 인서트는 VBMT110302 – 공구 ID#2 볼 엔드 밀 공구 D03 반경 방향으로 C0 및 C180에서 황삭 작업 – 공구 ID#5 볼 엔드 밀 공구 D01.5 나머지 가공을 위한 반경 방향으로, 정삭 공구가 파손되지 않도록 합니다 – 공구 ID#3 볼 엔드 밀 공구 D02 축 방향으로 교합면 정삭(최대 깊이 5mm) – 공구 ID#6 볼 엔드 밀 공구 D01.5 4X 어버트먼트 정삭을 위한 반경 방향 – 공구 ID#3 |
커넥틱 생산 백 터닝 공구 – 공구 ID#3 플랫 엔드 밀 D04 육각형 작업 – 공구 ID#4 Parting – 공구 ID#1 |
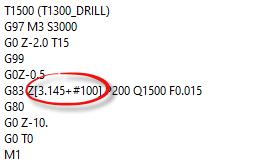
구멍 생성: 스포팅 드릴 D4 - 공구 ID#7 드릴링 공구 (이 공구는 형상 공구임) 2가지 다른 직경. 이 공구는 각 이식 제공업체 및 크기에 따라 변경될 수 있음 – 공구 ID#8 / – 공구 ID#9 / – 공구 ID#10 |
참고:
G 코드 구멍 및 Connectic 는 CAM에서 관리하지 않음.
구멍 및 Connectic 는 서브 프로그램에서 관리됨.
에 대한 ToolPath 구멍 및 Connectic 는 각 제공업체에 따라 항상 동일
NC 파일에 “새로운 참조점” 여기서 사용된 변수는 #100
생산 중인 현재 기계:
Star – SB-20R TypeG
Star - SR 20 JII Type B
보류 중인 기계
Citizen L20
Chiron FZ08MT