사이클 : Jig Boring, Drilling, Tapping, Counter boring, Reaming, Threading, Toolpath
정의
|
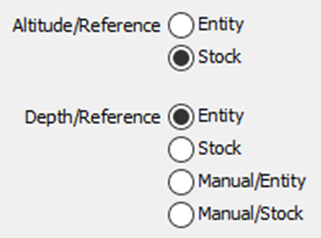
이 두 파라미터를 사용하면 기하학적 참조에서 고도와 깊이를 정의할 수 있습니다. 아래에 설명된 8가지 경우가 있습니다. |
|
|
고도/참조: 엔티티 깊이/참조: 엔티티 |
고도는 Z 엔티티 및 SD입니다. 깊이는 깊이가 있는 경우 엔티티의 깊이입니다. 그렇지 않은 경우 기능은 엔티티+수동/엔티티 . |
고도/참조: 소재 깊이/참조: 엔티티 |
와 동일합니다. 고도는 Z 소재 및 SD입니다. 깊이는 깊이가 있는 경우 엔티티의 깊이입니다. 그렇지 않은 경우 기능은 소재+수동/엔티티 . |
|
고도/참조: 엔티티 깊이/참조: 소재 |
고도는 Z 엔티티 및 SD입니다. 깊이는 관통 구멍입니다. |
고도/참조: 소재 깊이/참조: 소재 |
와 동일합니다. 고도는 Z 소재 및 SD입니다. 깊이는 관통 구멍입니다. |
|
고도/참조: 엔티티 깊이/참조: 수동/엔티티 |
고도는 Z 엔티티 및 SD입니다. 깊이는 패널에 입력된 값으로 엔티티에서 제공된 깊이입니다. |
고도/참조: 소재 깊이/참조: 수동/엔티티 |
와 동일합니다. 고도는 Z 소재 및 SD입니다. 깊이는 패널에 입력된 값으로 소재에서 제공된 깊이입니다. |
|
고도/참조: 엔티티 깊이/참조: 수동/소재 |
고도는 Z 엔티티 및 SD입니다. 깊이는 패널에 입력된 값으로 소재에서 제공된 깊이입니다. 센터링에 사용됩니다. |
고도/참조: 소재 깊이/참조: 수동/소재 |
와 동일합니다. 고도는 Z 소재 및 SD입니다. 깊이는 패널에 입력된 값으로 소재에서 제공된 깊이입니다. 센터링에 사용됩니다. |
|
The parameter 깊이 는 참조에서 깊이 복귀를 정의할 수 있습니다. 이 파라미터는 엔티티, 소재 또는 수동/소재 가 선택된 경우에만 수정할 수 있습니다. 에서 깊이/참조. 이 값은 양수 또는 음수일 수 있습니다. |
특수 기능
만약 고도/참조 그리고 깊이/참조 둘 다 소재 로 설정되면 고려해야 할 몇 가지 기능이 있습니다.
-
The 급속 평면 고도. 값은 여전히 소재의 원점을 기준으로 정의됩니다.
-
그러나, 안전 거리 이제 소재와 동적으로 관련되어 있으며, 계산은 소재에 대한 모든 사전 처리를 고려합니다.
|
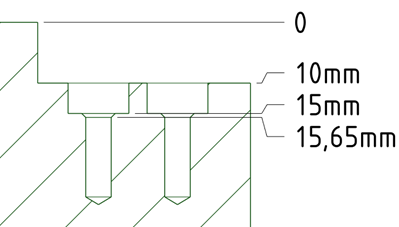
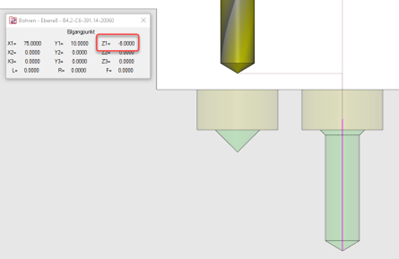
예를 들어, 이 이미지를 고려해 보겠습니다. The 급속 평면 고도. 는 15 mm 로 설정되고 안전 거리 는 2 mm 입니다. 드릴링 사이클의 안전 거리는 소재의 안전 거리보다 작습니다. |
|
드릴링 사이클의 결과 처리는 다음과 같습니다.
|
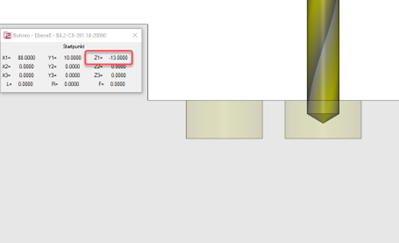
Z15에서 소재의 급속 평면 고도로 사전 위치 지정. G00, G90, G54, X88. Y10. G43 H... Z15. |
||
|
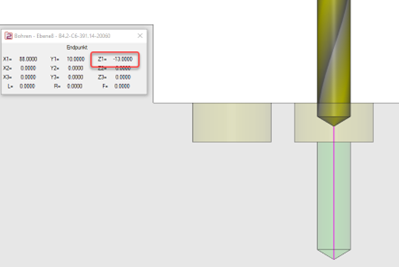
카운터보어에서 안전 거리 Z -13으로 이동 - 드릴 작업 위 2mm, 드릴링 프로세스 후 해당 안전 거리로 복귀. G99, G81, Z-30. R-13. F... |
|
|
|
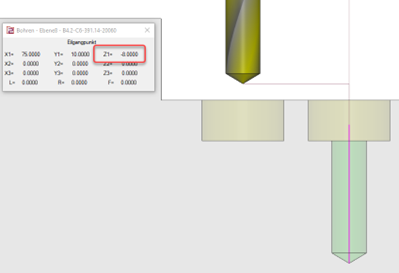
드릴 사이클 사이에 소재 바로 위(보어 레벨 위 2mm)에서 안전 거리 Z -8로 복귀하여 다음 작업을 위한 위치를 지정합니다. G80 Z-8.X75. |
|
|
|
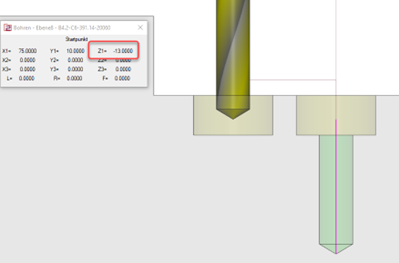
Repetition of drilling cycles G81 Z-30. R-13. F... |
|
|
|
드릴 작업이 끝나면 공구는 Z 15에서 급속 평면 고도 레벨로 복귀합니다. G80 Z15. |
||
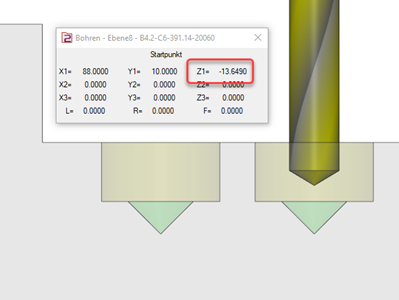
만약 모따기 가 정의되고 카운터보어에 대해 사전 가공된 경우, 안전 거리 계산은 모따기를 고려하여 드릴의 안전 거리가 약간 더 깊어집니다. 예를 들어, Z -13.65 대신 Z -13 예시에서. 드릴링 사이클 간의 전환은 여전히 Z -8에서 수행되므로 안전한 흐름이 보장됩니다.
|
|