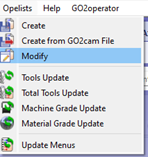
Change / Create Tool
1 - 라이브러리 내부에 공구 생성
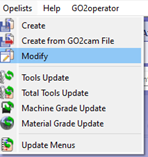
2 - OPL 편집
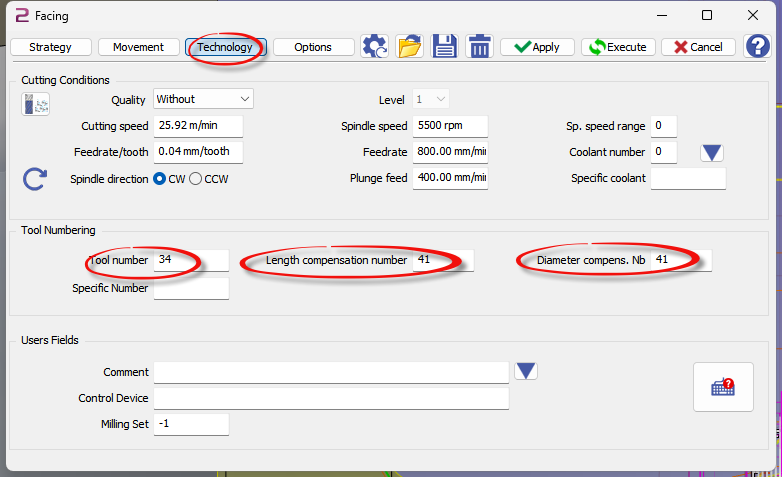
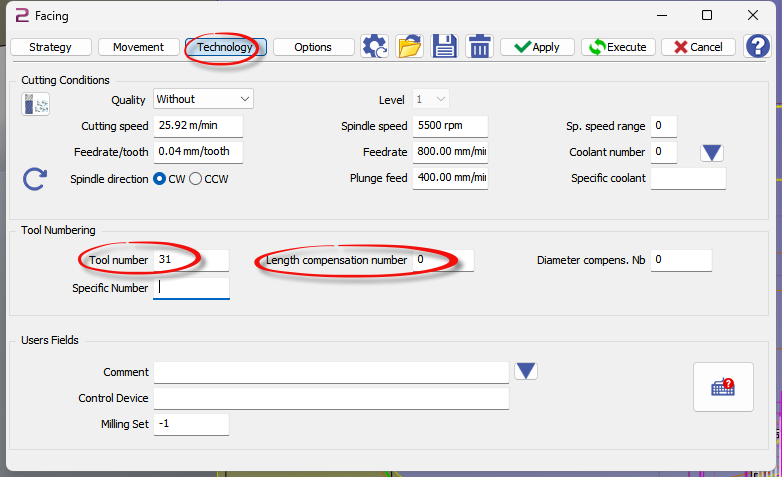
3 - OPL 내부에 올바른 공구 번호를 입력하고 필요한 경우 공구 길이 보정에 대한 올바른 번호를 추가합니다
|
T3441 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T41
|
|---|
|
T3100 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T31 |
|---|
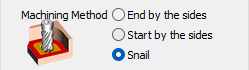
Tool Path
Roughing
|
참조 (지오메트리 선택) 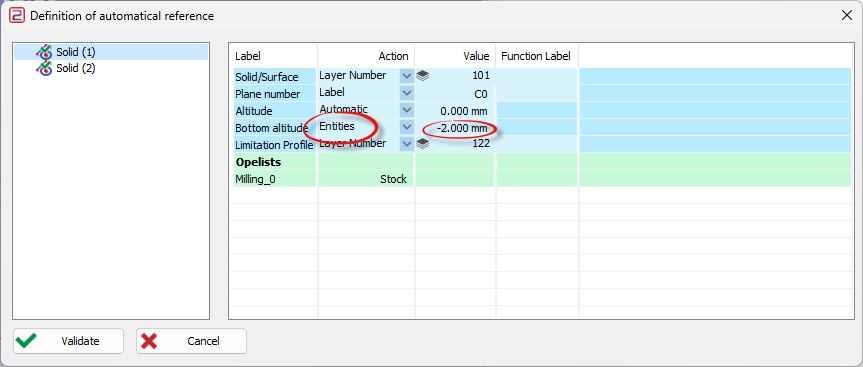
|
바닥 고도 = 엔티티 값은 공구 반지름이어야 합니다 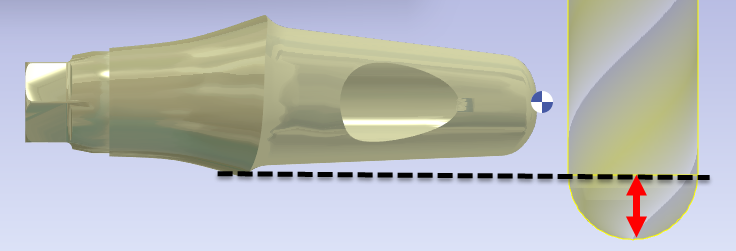
|
가공 시간을 절약하려면 최소 언더컷으로 위치에 지대를 배치하는 것이 중요합니다. 패스 수를 줄일 수 있습니다
|
올바른 배치 최소 Z 깊이 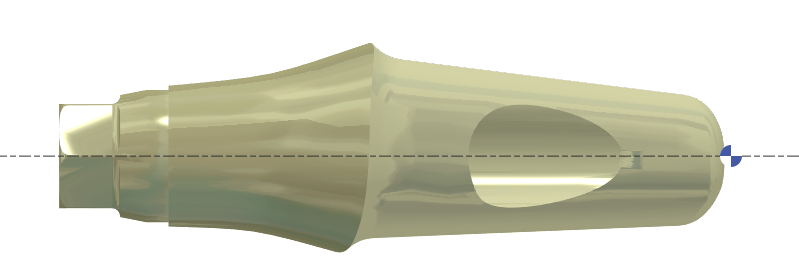
|
Z에서 많은 패스가 올바르지 않습니다 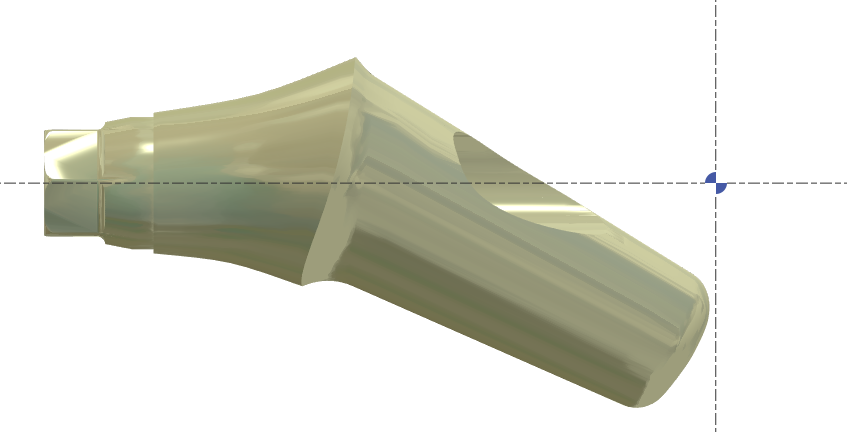
|
최소 공기 절삭을 얻기 위한 설정
|
전략 탭 |
이동 탭 |
옵션 탭 |
|---|---|---|
파팅 라인에서 자동 정지 |
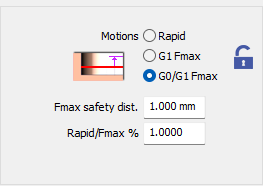
급속.Fmax % = 2개의 경로 사이의 링크에 대해 최대 G0를 얻으려면 1 |

값 = 0.1 여기서 스톡은 선삭 작업 후이므로 스톡이 매우 매끄럽습니다 작은 공차를 가질 필요가 없습니다 |
공구 경로가 바깥쪽에서 안쪽으로 시작하도록 강제합니다 |
|
|
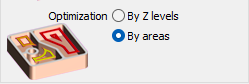
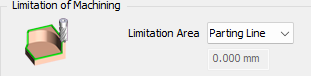
후퇴 동작을 피하기 위해 영역별 공구 작업 영역 |
|
|
4Xs
자동 참조:

101: STL 파일 + RED 실린더는 Connectic 영역을 보호합니다
102: 뒤쪽의 솔리드는 교합면에 닿는 것을 방지합니다
107: 4Xs 공구 경로에 사용되는 가이드 라인 - 길이는 설정 내부에서 조정할 수 있습니다
참고: (MTE 없이)
|RSTATE|0|180.000000
||RSTATE|1|270.000000|
|
옵션 탭 |
|
|---|---|
|
|
|
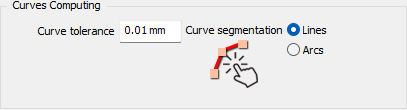
곡선 공차 = 0.01 
|
곡선 공차 = 0.1 
|
Edit Drilling OPERATION
|
..\opelist\casm\02_Drilling 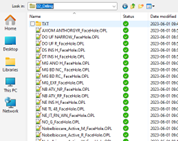
|
|
오른쪽 클릭하여 메뉴를 연 다음 "전략 편집"을 선택합니다 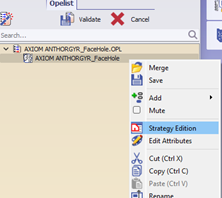
|
빨간색 아이콘을 클릭합니다 
|
|
NC 코드를 변경한 다음 저장합니다 
|
다음 위치에 파일을 저장합니다: ..\opelist\casm\02_Drilling |
Edit Connecting Area OPERATION
|
..\opelist\casm\08_Connecting Area 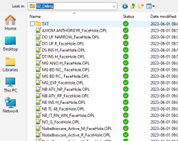
|
|
오른쪽 클릭하여 메뉴를 연 다음 "전략 편집"을 선택합니다 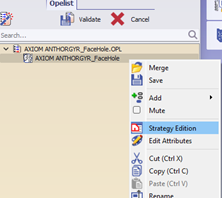
|
빨간색 아이콘을 클릭합니다 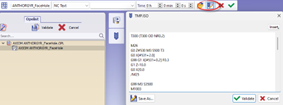
|
|
NC 코드를 변경한 다음 저장합니다 
|
다음 위치에 파일을 저장합니다: ..\opelist\casm\0 8_Connecting Area |
Change TOOL - Process will be change if no MTE
1 - 데이터베이스에 새 공구 생성
2 - MTE 내부에서 공구 로드
3 - FMO 저장
4 - 공구가 기계에 있는지 확인하기 위한 새 파일
5 - OPL 백 터닝을 편집하고 공구를 변경합니다(이전 OPL을 바꾸거나 새 OPL을 생성할 수 있습니다)
비디오 참조!
V6.07.207
-
4XS 공구 경로 = 공구 경로가 더 매끄럽고, S1의 회전 속도가 일정하므로 공차로 0.01을 사용할 수 있습니다
-
Connectic 영역 보호를 위한 최소 직경