
|
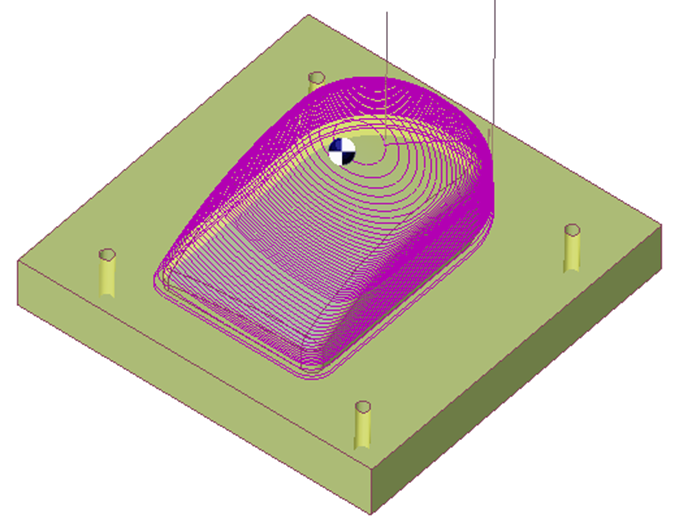
La finitura a livello Z è destinata alla lavorazione di pezzi contenenti pareti verticali o quasi verticali nella contornatura. La lavorazione inizia dal punto più alto del pezzo. La fresa segue i contorni del modello rimanendo a livello costante. |
Punti chiave
|
|
Parametri di strategia
|
Area di dialogo |
Parametri |
|
|
Strategia del percorso utensile |
||
|
Lavorazione di sottosquadri |
Raggi sul contorno |
|
|
Rilavorazione |
Rilavorazione di pendenze |
Ricoprimento (rapporto utensile) |
|
Valore di riporto (Ae) |
Recupero faccia piana |
|
|
Limitazione della lavorazione |
Area di limitazione |
|
|
Calcolo dei passi Z |
Passo Z (Ap) |
Cresta costante |
|
Valore della cresta |
|
|
|
Sovrametalli |
Sovrametallo XY |
Sovrametallo Z |
|
Sovrametallo normale |
|
|
|
Elenco delle altitudini |
Elenco delle altitudini |
|
Parametri di movimento
|
Area di dialogo |
Parametri |
|
|
Sicurezza (in Z) |
Alt. Piano Guardia |
Distanza di sicurezza |
|
Avvicinamento e ritorno in Z |
Altezza di ritiro |
|
|
Tipo di innesto nel materiale |
Impegno forzato in XY |
Innesto seguendo una pendenza |
|
Angolo della pendenza |
|
|
|
Sicurezza (in XY) |
Ds / coda utensile |
Gestione del portautensile |
|
Innesto e disimpegno in XY |
||
Parametri tecnologici
|
Area di dialogo |
Parametri |
|
|
Condizioni di taglio |
Qualità |
Velocità di taglio |
|
Avanzamento per dente |
Senso di rotazione |
|
|
Velocità di rotazione |
Avanzamento |
|
|
Numero di Gamma |
||
|
Numerazione utensili |
Nr Utensile |
Numero specifico |
|
N° correttore lunghezza |
Nr CorrDiam |
|
|
Campi utente |
Commento |
Dispositivo di controllo |
|
Set di fresatura |
|
|

Parametri delle opzioni
|
Area di dialogo |
Parametri |
|
|
Comportamento sui morsetti e sui componenti |
Gestione delle collisioni del pezzo |
Offset XY |
|
Zona di sicurezza |
Offset Z |
|
|
Calcolo delle curve |
Tolleranza Curva |
Passo Segmentazione |
|
Calcolo del percorso utensile |
Scomposizione degli archi del tragitto |
Tolleranza di taglio degli archi |