Cicli: Sgrossatura sincronizzata, Finitura sincronizzata
|
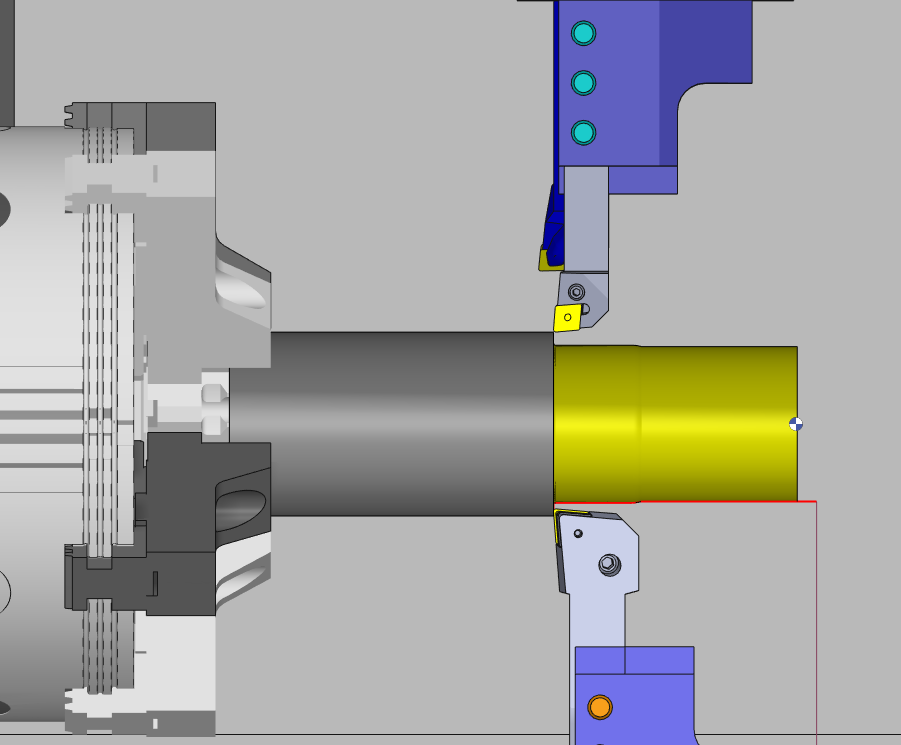
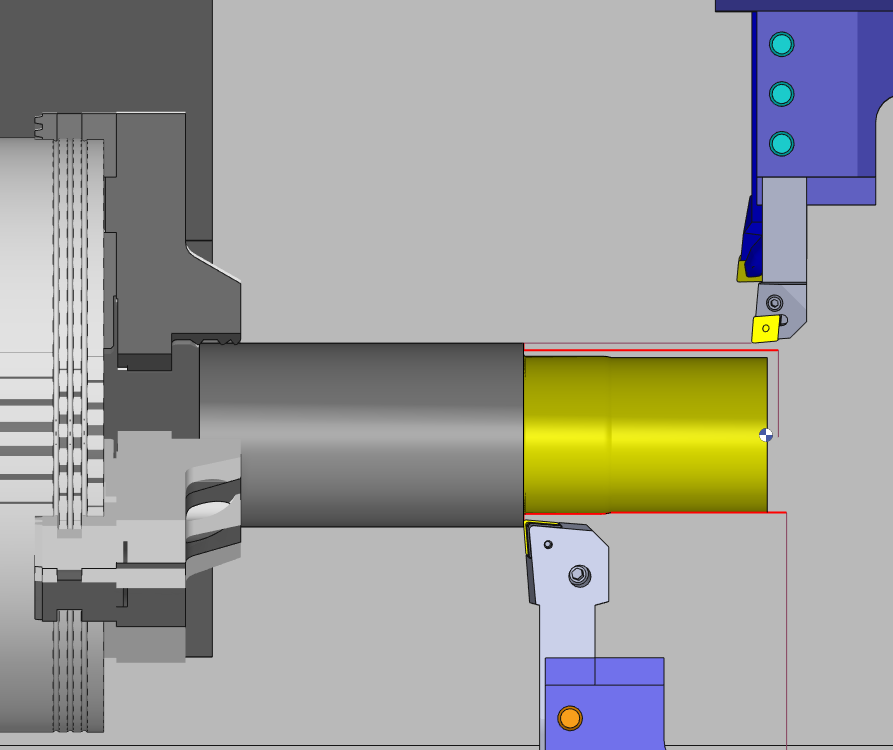
Questo set di parametri definisce il movimento sincronizzato del secondo utensile con quello del primo utensile in un ciclo bilanciato. Una migliore visualizzazione dei percorsi utensile generati è visualizzabile in MTE. |
|
Tipo di sincronizzazione
|
Modalità di inseguimento |
Questa modalità consente al secondo utensile di seguire la sua operazione subito dopo l'inizio dell'operazione del primo utensile. È possibile definire specificamente una lunghezza di ritardo e un tempo di fermo per questa modalità in modo che l'utensile segua leggermente dietro il primo per evitare collisioni. Il ritardo viene calcolato nel punto di partenza del percorso utensile. |
|
|
Modalità a pinza |
In questa modalità, entrambi gli utensili avviano la loro operazione contemporaneamente. In tal modo, una mezza rivoluzione del mandrino e l'operazione di taglio simultanea di entrambi gli utensili consentono una copertura completa di 360 gradi. Non è possibile definire alcun parametro di ritardo per questa modalità. |
|
|
Alternato (punto di approccio) |
Per questa modalità, è necessario definire obbligatoriamente un punto di approccio nella fase di selezione della geometria. Inoltre, la lavorazione viene eseguita alternativamente tra i 2 utensili. Non è possibile definire alcun parametro di ritardo per questa modalità. Inoltre, la sincronizzazione di inizio/fine non è applicabile. |
|
Sincronizzazione
|
Inizio/Fine |
La sincronizzazione viene considerata nel punto di approccio e di ritorno. Qualsiasi ritardo definito viene considerato nel punto di approccio. Per questa impostazione, il ritiro dal punto di ritorno viene eseguito simultaneamente. Quindi, se il primo utensile raggiunge prima il punto finale, si ferma in quella posizione fino a quando il secondo utensile raggiunge quel punto. |
|
|
Inizio |
La sincronizzazione viene considerata nel punto di approccio e di ritorno. Qualsiasi ritardo definito viene considerato nel punto di approccio. Per questa impostazione, il ritiro dal punto di ritorno viene eseguito individualmente. Quindi, se il primo utensile raggiunge prima il punto finale, non si ferma e continua il suo ritiro. |
|
Lunghezza ritardo
Definisce un ritardo per il secondo utensile rispetto al punto di partenza della lavorazione in termini di distanza/lunghezza. Ad esempio, se viene definita una lunghezza di ritardo di 5 mm, il secondo utensile inizierà la sua lavorazione solo dopo che il primo utensile ha percorso 5 mm attraverso il materiale.
Tempo di fermo
Definisce un ritardo per il secondo utensile in termini di tempo di taglio. Se vengono impostati 2 secondi per il tempo di fermo, il secondo utensile inizierà la lavorazione 2 secondi dopo che il primo utensile ha iniziato il suo ciclo di lavorazione.
Profondità Passata
Questo parametro è specifico per Finitura sincronizzata . Consente di definire una profondità incrementale corrispondente al percorso di taglio.