Questa opzione viene utilizzata in diversi cicli di lavorazione, con scopi e comportamenti diversi.
Si prega di utilizzare il albero sul lato destro dello schermo.
Ciclo: Tasca millyuGO, Tasca a ZigZag, Tasca, Tasca+Finitura, Ripresa tasca, Contorno Finitura, Ripresa Finitura, millyuGO, PAM, Sgrossatura, Tasca - Faccia, Fini faccia piana, Contorno Finitura -Forma, Plunge Pocketing, Plunge Contouring
Definizione per cicli standard
Quando il percorso utensile non è continuo, GO2cam offre diverse possibilità per gestire i movimenti tra le passate. È possibile definire i movimenti in rapido o avanzamento Fmax o un rapporto di avanzamento rapido. Ecco i parametri da regolare:
Spostamenti
|
|

|
Rapido: vengono eseguiti movimenti rapidi. |
|
|

|
G1 Fmax: i movimenti vengono eseguiti con il valore Fmax, che è definito nel file macchina. |
|
|

|
G0/G1 Fmax: moduliamo l'avanzamento in base al parametro Rapido/Fmax %. |
Distanza di sicurezza Fmax
È la distanza di ritiro.
Rapido/Fmax %
|
Valore = 0
Il movimento viene eseguito in avanzamento con il valore massimo disponibile.
|
|
|
0 < Valore < 1
Alcuni movimenti vengono eseguiti in avanzamento con il valore massimo disponibile.
|
|
|
Valore = 1 I movimenti sono tutti eseguiti in rapido. |
|
Ciclo : Sgrossatura tuffo tasca, Ciclo di sgrossatura tuffo per contornatura
Definizione per Sgrossatura tuffo tasca, Ciclo di sgrossatura tuffo per contornatura
Gestione dei movimenti rapidi tra le passate XY e definizione dei valori di avanzamento. I valori di avanzamento che verranno presi sono definiti nella pagina 'Tecnologia'. Il valore Fmax è definito nel file macchina. Può essere definito nella scheda 'Generale'.
Nella strategia, ci sono tre opzioni:
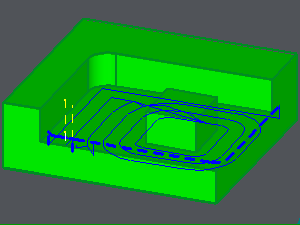
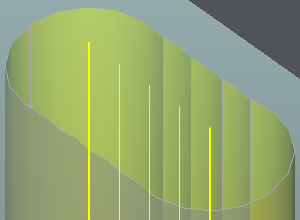
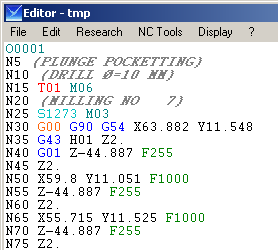
Rapido |
|
Non viene visualizzato alcun percorso sullo schermo di GO2cam. |
|
G00 è programmato ad ogni movimento tra 2 passate. |
|
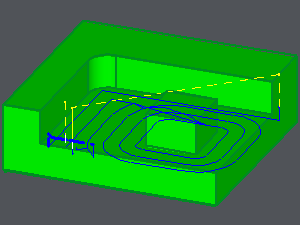
G1 Fmax |
|
Il percorso visualizzato è trasparente. |
|
G01 è programmato per ogni movimento tra 2 passate. Il Fmax definito nel file macchina è F1000. |
|
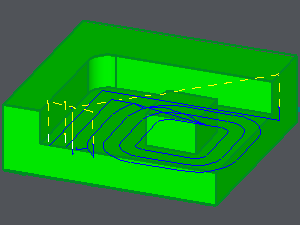
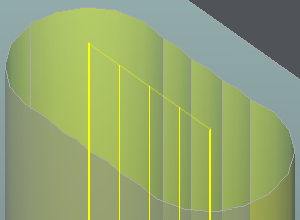
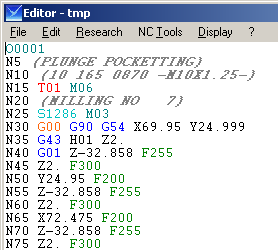
Avanzamento G1 |
|
Il percorso visualizzato è completo. |
|
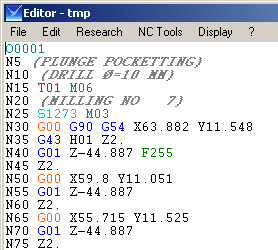
G01 è programmato per ogni movimento tra due passate. I valori di avanzamento vengono letti nella pagina 'Tecnologia' del ciclo. Utilizzare il ritorno (in Z) e ritiro (in XY) avanzamenti, nel nostro esempio rispettivamente F300 e F200. Utilizzare anche l'avanzamento generale per ogni movimento G1 (qui F255). Per questo, impostare gli avanzamenti di ritorno e ritiro su 0. |
|