|
Possiamo gestire Strumenti flash in GO2cam? |
|
|
Quello che chiamiamo strumento Flash è il concetto di strumenti multipli montato su un unico supporto , di solito, 2, 3 o 4 strumenti. Possiamo gestirli facilmente in GO2cam, seguendo alcune regole per creare strumenti e applicare la lavorazione: |
|
|
|
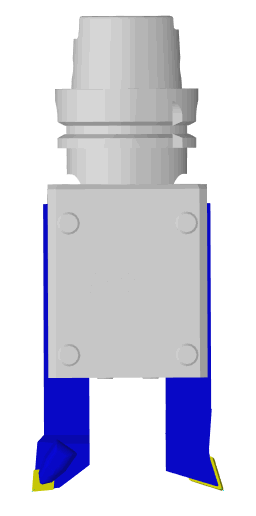
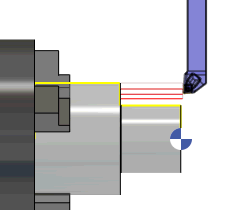
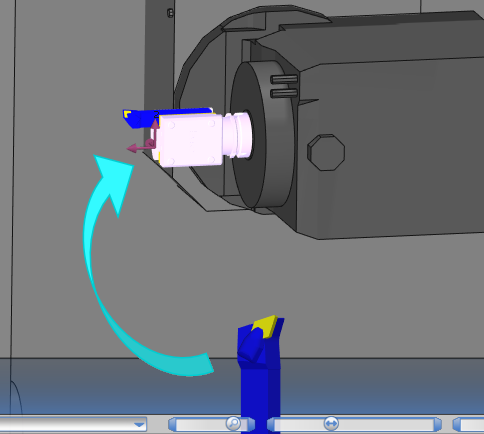
La programmazione delle operazioni viene eseguita con lo strumento senza supporto. Qui programmiamo un'operazione di sgrossatura (inserto C) e un'operazione di finitura (inserto D). |
|
Nel menu Utensili MTE, i 2 strumenti sono in attesa di essere montati. Con un clic destro sul supporto utensile del mandrino, puoi scegliere "Aggiungi > un porta utensile solido". Seleziona lo strumento flash. Ora puoi semplicemente trascina e rilascia i 2 strumenti sulle 2 posizioni del supporto. Nella cinematica della macchina, il mandrino deve essere definito con un Asse di rotazione B , per poter indicizzare lo strumento Flash! |
|
|
Possiamo anche gestire Porta inserto flash ?
Qui, il Supporto flash è un porta inserto . Problema: il porta inserto fa parte dello strumento. Non possiamo usare lo stesso metodo presentato sopra per pilotare questo tipo di strumento. |
|
|
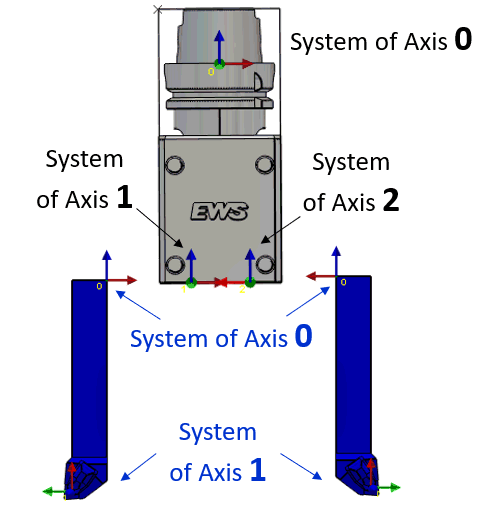
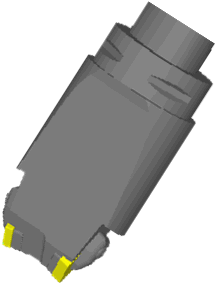
La soluzione è costruire questo porta inserto come se fosse 2 porta inserti + 1 supporto :
Una volta creati i simboli, puoi programmare le operazioni per aggiungendo porta inserto + porta utensile in ciascuno degli strumenti. Nel menu Utensili MTE, dovresti rompere i 2 porta utensili e infine costruire un solo strumento: guarda il video per seguire il processo completo! Puoi anche scaricare i simboli dei supporti qui: Supporto a doppio inserto.zip |

|
|
Perché il sistema aggiunge '_1' alla fine del nome dello strumento sull'applicazione di un opelist? |
|
|
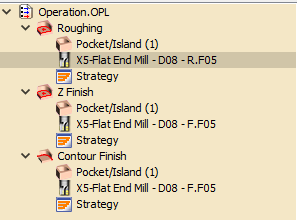
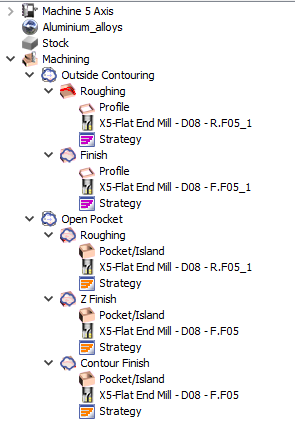
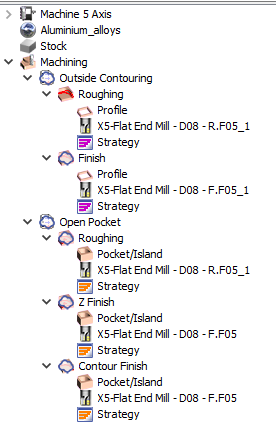
Spiegazione del problema: L'opelist include gli strumenti 'X5-Flat End Mill - D08 - R.F05' e 'X5-Flat End Mill - D08 - F.F05' che sono anche presenti nella libreria degli strumenti GO2cam. Questo opelist è stato creato qualche tempo prima o anche un giorno prima. Nel frattempo, potrebbero esserci state alcune modifiche apportate allo strumento nella libreria degli strumenti. Queste modifiche possono essere differenze di dimensione o anche semplicemente un commento, ad esempio.
Questo problema a sua volta si estende all'ambiente MTE e causa problemi nell'auto-montaggio degli strumenti con la numerazione degli strumenti. |
|
|
Come risolvere il problema? Per prevenire questa situazione, c'è un'opzione nel menu Opelist, chiamata ' Aggiornamento strumenti '. Permette di aggiornare gli strumenti nell'opelist rispetto agli strumenti nella libreria. 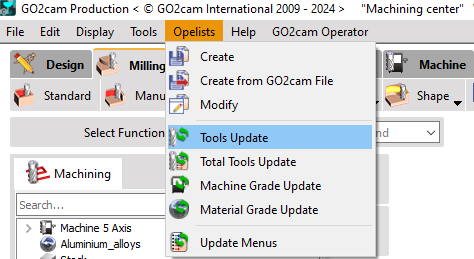
Basta cliccarci sopra, selezionare l'opelist che si desidera aggiornare e fare clic su apri per aggiornarla. |
|
|
Cosa sono gli utensili a botte, quali tipi sono disponibili e per quali operazioni/cicli di lavorazione sono applicabili in GO2cam? |
||
|
Gli utensili a botte, a differenza delle frese tradizionali o delle frese a sfera che hanno una forma cilindrica o sferica, presentano una geometria curva, a forma di botte. Questo design fornisce allo strumento più profili di raggio e presenta diversi vantaggi nella lavorazione, in particolare in applicazioni complesse e di alta precisione. I principali vantaggi dello strumento sono i seguenti:
I tipi di utensili a botte e i cicli in cui sono disponibili sono dettagliati di seguito: |
||
|

|
Fresa lenta Fresatura>Forma>Automatico: millyuGO, Sgrossatura/Ripresa, Sgrossatura finitura, Tasca, Finitura, Finitura Fresatura di forme>Sgrossatura/Ripresa: Sgrossatura, Sgrossatura, Tutti i cicli di finitura tranne Spirale e Ripresa finitura, Proiezione profilo, cicli 5X Expert |
|
|

|
Fresa ovale Fresatura di forme: Finitura - Per livello, cicli 5X Expert |
|
|

|
Fresa a botte Fresatura di forme: Finitura - Per livello, cicli 5X Expert |
|
|

|
Frese a parabola cicli 5X Expert |
|
|

|
Fresa a botte conica cicli 5X Expert |
|
|
Puoi guardare un video introduttivo sulla destra. |
|
|

|
Come eseguire operazioni di filettatura con passi variabili? |
|
|
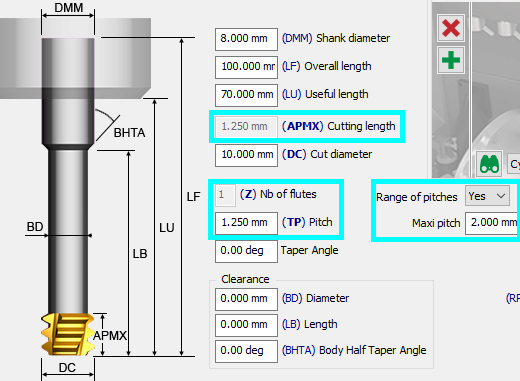
Nella pagina degli strumenti per Fresa filettatura, possiamo definire una gamma di passi. |
|
|
Meccanismo per il calcolo:
|
|
|
Nella pagina della strategia di Filettatura, il campo passo si attiva. Puoi inserire un valore solo all'interno dell'intervallo del passo minimo e del passo massimo definito nella pagina degli strumenti, altrimenti riceverai un messaggio di errore. 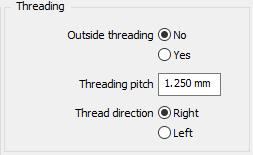
Il vantaggio è che lo stesso strumento può essere utilizzato per lavorare più fori con passi variabili. Guarda un video sulla destra che mostra l'applicazione di questi parametri. |

|
|
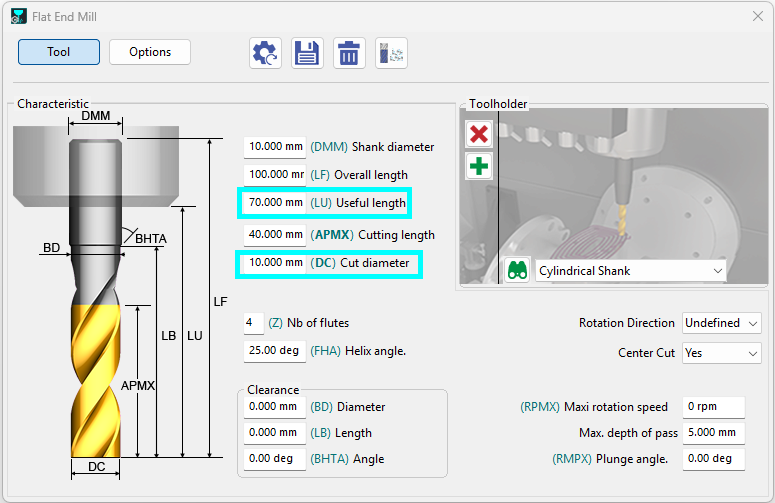
Come posso cambiare la lunghezza utile e il diametro di uno strumento? |
|
|
|
|
|
|