|
|
Processo di lavorazione che utilizza un utensile dentato per asportare materiale. Questo ciclo è molto specifico in quanto non è un ciclo di fresatura (l'utensile non ruota) né un ciclo di tornitura (il pezzo non ruota). L'utensile viene eseguito linearmente sull'asse Z contro una superficie per produrre il taglio. |
Punti chiave
|
|
|
Utensile di brocciatura |
Nuovo processo per la creazione di un utensile di brocciatura : creazione di 2 elementi (inserto e corpo) nell'ambiente Morsetto/Portautensili. Il file utensile viene ora creato direttamente nella libreria degli utensili del menu Brocciatura ed è scomparso dall'ambiente "Librerie utensili/Utensili di formatura" |
|
|
Brocciatura |
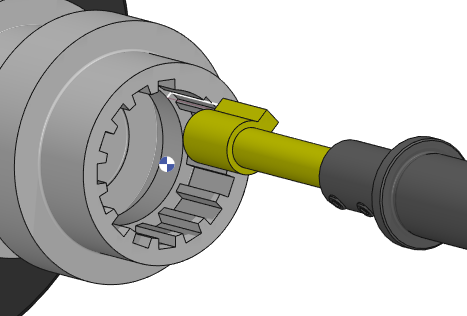
Nuova possibilità di programmare l'operazione di brocciatura fuori centro . In precedenza, l'utensile doveva essere allineato con l'asse Z. Ora, con il nuovo metodo di calcolo, è possibile programmare la brocciatura fuori centro. |
|
Parametri della strategia
|
Area di dialogo |
Parametri |
|
|
Altitudini e profondità |
||
|
Utensile |
Punto pilota |
|
|
Strategia |
Prolungamento lavorazione |
|
|
Prol. Entrata |
||
|
Profondità Incr |
||
|
Numero di passate a vuoto |
Spessore |
|
|
Numero totale di ripetizioni |
|
|
Parametri di movimento
|
Area di dialogo |
Parametri |
|
|
Sicurezza |
Alt. Piano Guardia |
Distanza di sicurezza |
Parametri tecnologici
|
Area di dialogo |
Parametri |
|
|
Condizioni di taglio |
Unità Avanzamento |
|
|
Numerazione utensili |
Nr Utensile |
Numero specifico |
|
N° correttore lunghezza |
Nr CorrDiam |
|
|
Campi utente |
Commento |
Controllo Medio |
|
Set di fresatura |
|
|

Parametri delle opzioni
|
Area di dialogo |
Parametri |
|
|
Comportamento sui morsetti e sui componenti |
||
|
Zona di sicurezza |
||