Ciclo : Centratura, Foratura, Maschiatura, Lamatura, Alesatura, Filettatura, Tragitto
Definizione
|
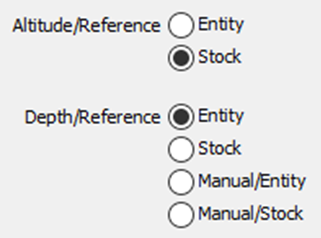
Questi due parametri consentono di definire l'altitudine e la profondità dal riferimento geometrico. Ci sono otto casi possibili, descritti di seguito. |
|
|
Altitudine/Rif: Entità Profondità/Rif: Entità |
L'altitudine è l'entità Z e SD. La profondità è la profondità dell'entità, se questa ha una profondità. Se non è così, il funzionamento è lo stesso di Entità+Manuale/entità . |
Altitudine/Rif: Grezzo Profondità/Rif: Entità |
L'altitudine è il grezzo Z e SD. La profondità è la profondità dell'entità, se questa ha una profondità. Se non è così, il funzionamento è lo stesso di Grezzo+Manuale/entità . |
|
Altitudine/Rif: Entità Profondità/Rif: Grezzo |
L'altitudine è l'entità Z e SD. La profondità è attraverso il foro. |
Altitudine/Rif: Grezzo Profondità/Rif: Grezzo |
L'altitudine è il grezzo Z e SD. La profondità è attraverso il foro. |
|
Altitudine/Rif: Entità Profondità/Rif: Manuale/Entità |
L'altitudine è l'entità Z e SD. La profondità è la profondità data dall'entità dal valore inserito nel pannello. |
Altitudine/Rif: Grezzo Profondità/Rif: Manuale/Entità |
L'altitudine è il grezzo Z e SD. La profondità è la profondità data dal grezzo dal valore inserito nel pannello. |
|
Altitudine/Rif: Entità Profondità/Rif: Manuale/Grezzo |
L'altitudine è l'entità Z e SD. La profondità è la profondità data dal grezzo dal valore inserito nel pannello. Utilizzato per una centratura. |
Altitudine/Rif: Grezzo Profondità/Rif: Manuale/Grezzo |
L'altitudine è il grezzo Z e SD. La profondità è la profondità data dal grezzo dal valore inserito nel pannello. Utilizzato per una centratura. |
|
The parameter Profondità consente di definire la profondità di rientro dal riferimento. Questo parametro può essere modificato solo se Entità, Grezzo o Manuale/Grezzo è selezionato in Profondità/Riferimento. Questo valore può essere positivo o negativo. |
Feature speciale
Se Altitudine/Rif e Profondità/Rif sono entrambi impostati su grezzo , ci sono alcune funzionalità da considerare:
-
Il Alt. Piano Guardia valore è ancora definito rispetto all'origine del grezzo.
-
Tuttavia, il Distanza di sicurezza è ora dinamicamente correlato al grezzo; il calcolo tiene conto di qualsiasi pre-elaborazione sul grezzo.
|
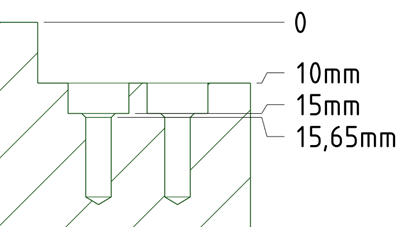
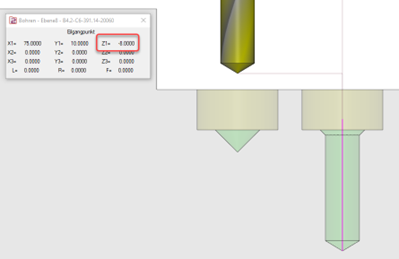
Ad esempio, consideriamo questa immagine. Il Alt. Piano Guardia è impostato su 15 mm e il Distanza di sicurezza è 2 mm . La distanza di sicurezza per i cicli di foratura è inferiore a quella del grezzo. |
|
L'elaborazione risultante dei cicli di foratura è come di seguito:
|
Pre-posizionamento all'alt. Piano Guardia del grezzo a Z15. G00, G90, G54, X88. Y10. G43 H... Z15. |
||
|
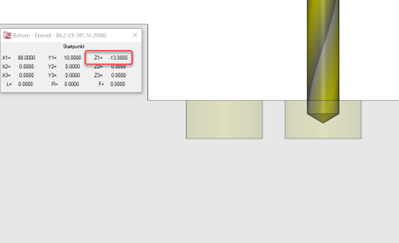
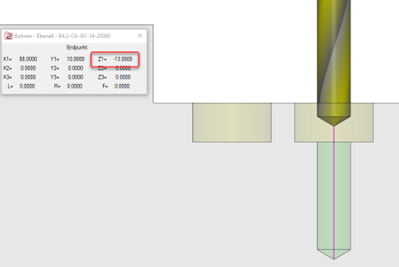
Movimento alla Distanza di sicurezza Z -13 nella lamatura - 2 mm sopra l'operazione di foratura seguito dal processo di foratura con successiva retrazione a quella distanza di sicurezza. G99, G81, Z-30. R-13. F... |
|
|
|
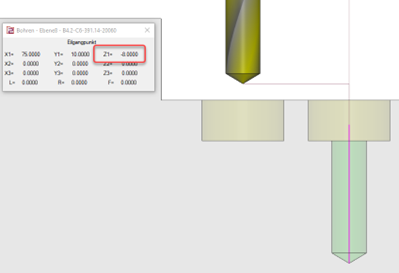
Retrazione alla distanza di sicurezza Z -8 appena sopra il grezzo (2 mm sopra il livello del foro) tra i cicli di foratura per posizionarsi per l'operazione successiva. G80 Z-8.X75. |
|
|
|
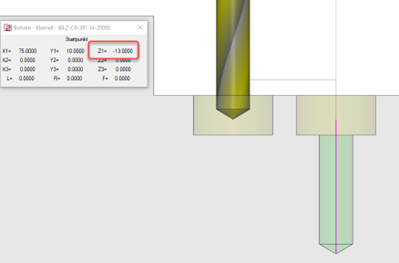
Repetition of drilling cycles G81 Z-30. R-13. F... |
|
|
|
Alla fine dell'operazione di foratura, l'utensile si ritrae al livello dell'alt. Piano Guardia a Z 15 G80 Z15. |
||
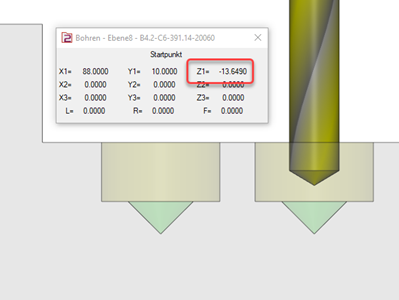
Per il caso in cui un smusso è definito e pre-lavorato per la lamatura, il calcolo della distanza di sicurezza tiene conto dello smusso con conseguente distanza di sicurezza per la punta leggermente più profonda. Ad esempio a Z -13.65 piuttosto che Z -13 nell'esempio. Il passaggio tra i cicli di foratura viene ancora eseguito a Z -8, quindi è garantito un flusso sicuro.
|
|