Change / Create Tool
1 - Crea utensile nella libreria
2 - Modifica OPL
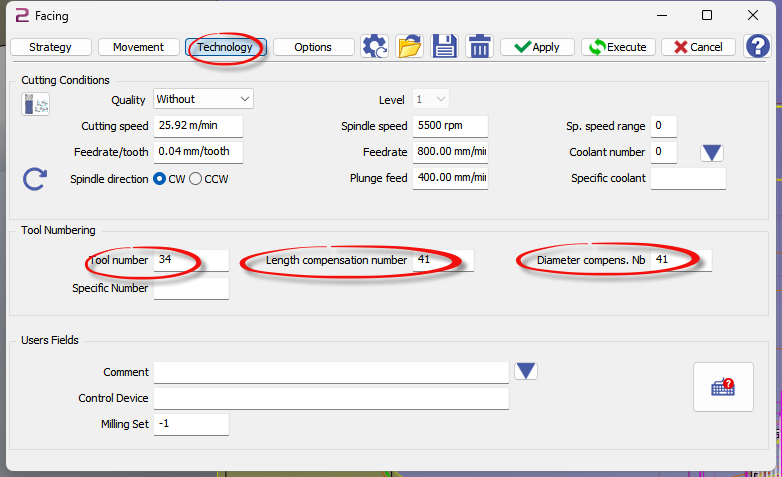
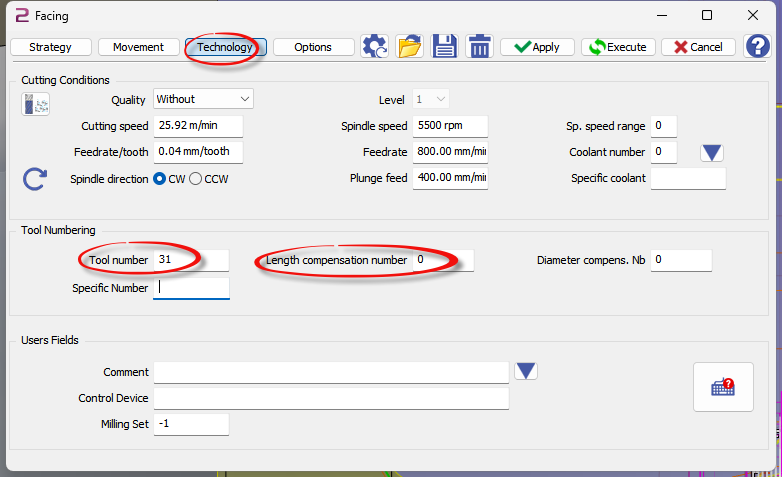
3 - All'interno di OPL inserisci il numero utensile corretto e, se necessario, aggiungi il numero corretto per la compensazione della lunghezza dell'utensile
|
T3441 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T41
|
|---|
|
T3100 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T31 |
|---|
Tool Path
Roughing
|
Riferimento (selezione geometria) 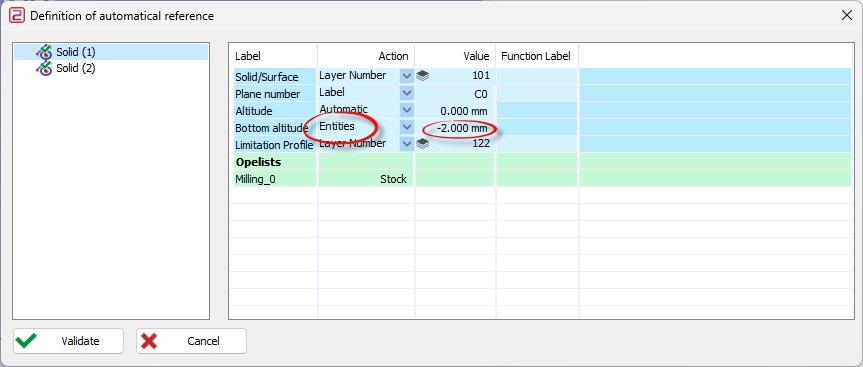
|
Altezza inferiore = ENTITÀ Il valore deve essere il raggio dell'utensile 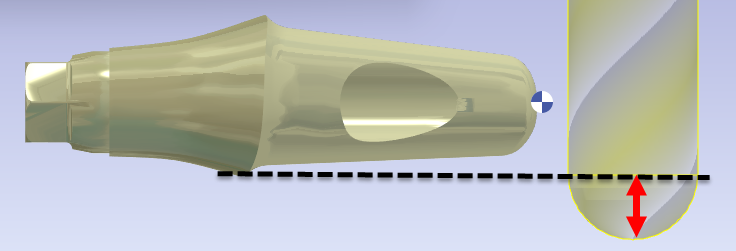
|
Per risparmiare tempo di lavorazione è importante posizionare l'appoggio nella posizione con il minimo sottosquadro - possiamo ridurre il numero di passate
|
Posizionamento corretto profondità minima Z 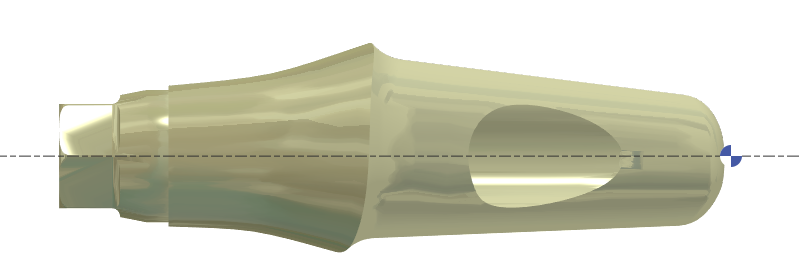
|
Non corretto molte passate in Z 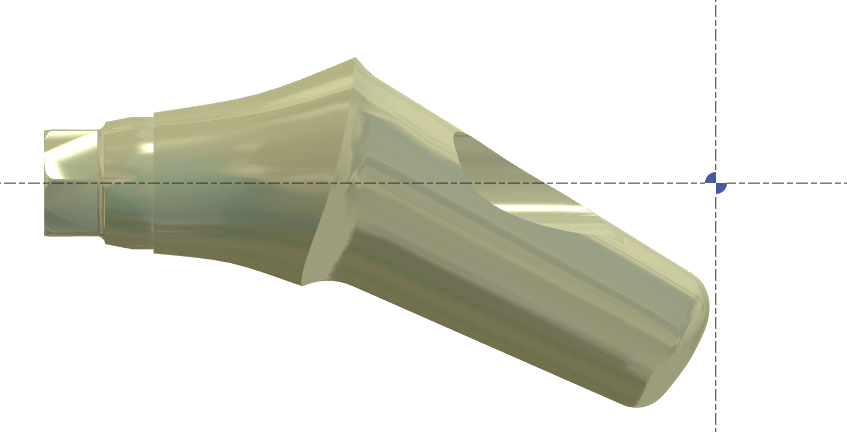
|
Impostazione per ottenere il minimo taglio aria
|
Scheda Strategia |
Scheda Movimento |
Scheda Opzioni |
|---|---|---|
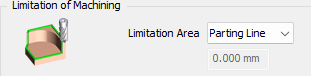
Arresto automatico sulla linea di troncatura. |
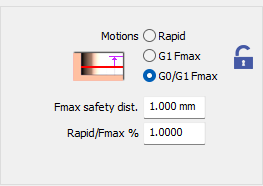
Rapido.Fmax % = 1 per avere il massimo di G0 per il collegamento tra 2 percorsi |

Valore = 0.1 Qui il grezzo è dopo l'operazione di tornitura quindi il grezzo è molto liscio non è necessario avere una tolleranza ridotta |
Forza il percorso utensile a partire dall'esterno verso l'interno |
|
|
Per evitare movimenti di ritrazione. Area di lavoro utensile per area |
|
|
4Xs
Riferimento automatico:
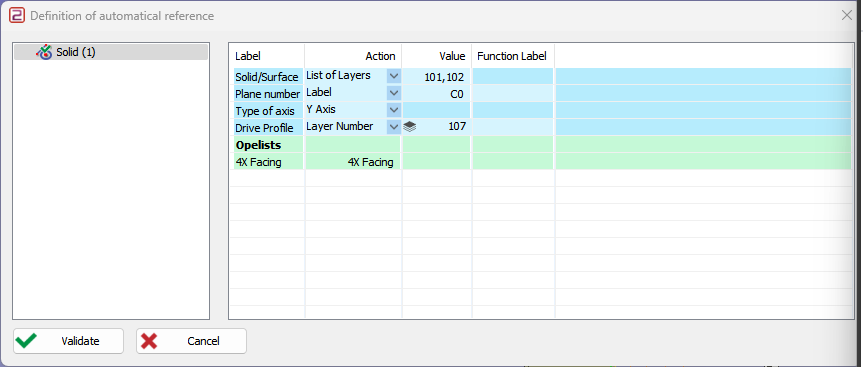
101: file STL + cilindro ROSSO per proteggere l'area di connessione
102: SOLIDO sul retro per evitare di toccare la faccia occlusale
107: linea guida utilizzata per il percorso utensile 4 assi - la lunghezza può essere regolata all'interno dell'impostazione
NB: (senza MTE)
|RSTATE|0|180.000000
||RSTATE|1|270.000000|
|
Scheda Opzioni |
|
|---|---|
|
|
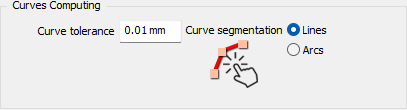
|
Tolleranza curva = 0.01 
|
Tolleranza curva = 0.1 
|
Edit Drilling OPERATION
|
..\opelist\casm\02_Foratura 
|
|
Fai clic con il pulsante destro del mouse per visualizzare il menu, quindi "Modifica strategia" 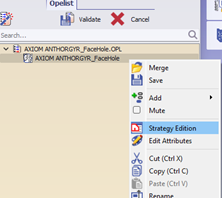
|
Fai clic sull'icona in rosso 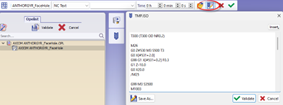
|
|
Modifica i tuoi codici NC – quindi salvali 
|
Salva il file in: ..\opelist\casm\02_Foratura |
Edit Connecting Area OPERATION
|
..\opelist\casm\08_Area di connessione 
|
|
Fai clic con il pulsante destro del mouse per visualizzare il menu, quindi "Modifica strategia" 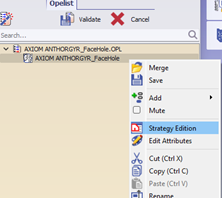
|
Fai clic sull'icona in rosso 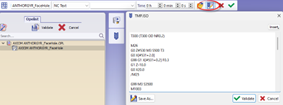
|
|
Modifica i tuoi codici NC – quindi salvali 
|
Salva il file in: ..\opelist\casm\0 8_Area di connessione |
Change TOOL - Process will be change if no MTE
1 – Crea il tuo nuovo utensile nel DATABASE
2 – All'interno di MTE CARICA il tuo utensile
3 – Salva FMO
4 – Nuovo file per verificare se l'utensile è nella macchina
5 – Modifica OPL tornitura a tirare e cambia utensile (puoi sostituire il precedente OPL o crearne uno nuovo)
Segui il video!
V6.07.207
-
Percorso utensile 4 assi = Il percorso utensile è più fluido, la velocità di rotazione di S1 è costante, quindi possiamo utilizzare 0,01 come tolleranza
-
Diametro minimo per la protezione dell'area di connessione