
|
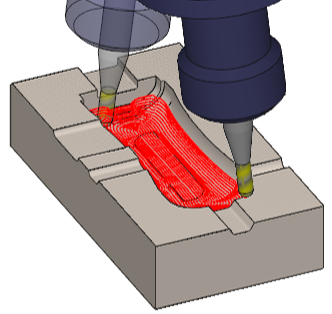
Questo ciclo genera un percorso utensile a 5 assi molto fluido, rispettando il più possibile la forma del pezzo. Il percorso utensile si basa sull'algoritmo matematico di Voronoi. Questo percorso utensile è particolarmente efficiente sulle cavità forme e può gestire aree di sottosquadra. |
Punti chiave
|
|
Se non si definisce un profilo di riferimento, il calcolo si basa sul riquadro di delimitazione dell'intera forma!
Parametri di strategia
|
Area di dialogo |
Parametri |
|
|
Strategia del percorso utensile |
Senso di lavorazione |
Metodo di lavorazione |
|
Senso percorso |
|
|
|
Definizione dell'area di lavorazione |
Area di lavorazione/Riferimento |
Tipo di compensazione |
|
Offset sul profilo di riferimento |
|
|
|
Calcolo del passo |
Ricoprimento (rapporto utensile) |
Valore del passo (Ae) |
|
Scallop XY |
|
|
|
Sovrametalli |
Sovrametallo XY |
Sovrametallo Z |
|
Sovram. normale |
|
|
|
Lavorazione a 5 assi |
||
|
Distanza maxi Sottosquadra |
|
|
Parametri di movimento
|
Area di dialogo |
Parametri |
|
|
Sicurezza (in Z) |
Alt. Piano Guardia |
Distanza di sicurezza |
|
Avvicinamento e ritorno in Z |
Alt. pt. risalita |
|
|
Ingresso e uscita in XY |
Distanza Ingresso |
Distanza Svincolo |
|
Raggio Attacco |
Raggio di Uscita |
|
|
Angolo raggio d'attacco |
Angolo raggio di uscita |
|
Parametri tecnologici
|
Area di dialogo |
Parametri |
|
|
Condizioni di taglio |
Qualità |
Velocita di Taglio |
|
Avanzamento per dente |
Senso di Rotazione |
|
|
Velocità Rotazione |
Avanzamento |
|
|
Numero di Gamma |
||
|
Numerazione utensili |
Nr Utensile |
Numero specifico |
|
N° correttore lunghezza |
Nr CorrDiam |
|
|
Campi utente |
Commento |
Dispositivo di controllo |
|
Set di fresatura |
|
|

Parametri delle opzioni
|
Area di dialogo |
Parametri |
|
|
Comportamento sui morsetti e sui componenti |
Gestione delle collisioni del pezzo |
Offset XY |
|
Zona di sicurezza |
Offset Z |
|
|
Calcolo curve |
Tolleranza Curva |
Passo Segmentazione |