
|
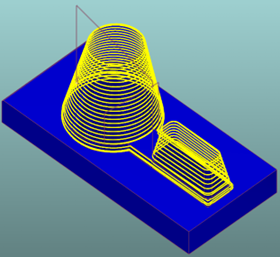
Le cycle de finition en spirale permet d'effectuer une finition avec un pas constant avec une descente en hélice sur toute la pièce sans remontée, les différentes zones de la pièce sont détectées et gérées automatiquement et les première et dernière passes de chaque zone sont constantes. |
Points clés
Application :
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de trajectoire |
|
|
|
Reprise |
Reprise des pentes |
Recouvrement (rapport outil) |
|
Valeur de recouvrement (Ae) |
Reprise face plane |
|
|
Limitation de l'usinage |
Zone de limitation |
|
|
Calcul des pas Z |
Pas Z (Ap) |
Crête constante |
|
Hauteur crête |
|
|
|
Tolerances |
Surépaisseur XY |
Surépaisseur Z |
|
Surépaisseur normale |
|
|
|
Liste des altitudes |
Liste des altitudes |
|
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
Alt. plan garde |
Distance de sécurité |
|
Approche et retour en Z |
Alt. pt. remontée |
|
|
Sécurité (en XY) |
Ds / queue d'outil |
Gestion du porte outil |
|
Entrée et sortie en XY |
||
Paramètres technologiques
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Vitesse rotation |
Avance |
|
|
Numéro de gamme |
||
|
Numérotation outil |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Dispositif de contrôle |
|
Ensemble de fraisage |
|
|

Paramètres d'options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
Gestion collision pièce |
Décalage XY |
|
Zone de sécurité |
Décalage Z |
|
|
Calcul des courbes |
Tolérance courbe |
Pas de segmentation |