Cycle: Filetage (Tournage)
Les profils de filetage métriques ISO
|
Le profil ISO pour les filetages (métriques) est référencé à partir de la norme NF ISO 68. Le profil est obtenu en coupant la vis ou l'écrou avec un plan passant par l'axe. Voir l'image de droite pour référence. Le profil en bleu désigne l'écrou. Le profil en jaune désigne la vis.
|
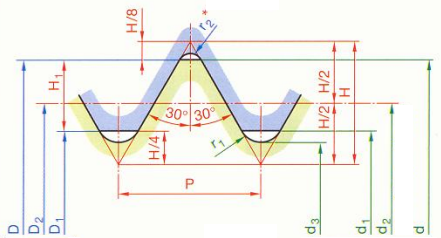
D, D1, D2 sont les diamètres de l'écrou d, d1, d2, d3 sont les diamètres de la vis. |
||
|
d=D= Diamètre nominal |
d2=D2= d - 0.6495P |
P = Pas |
H1 = 0.5412P |
|
d1=D1= d - 1.0825P |
d3= d- 1.2268P |
H = 0.866P |
r1 = 0.1443P |
Paramètres Pas et Passes
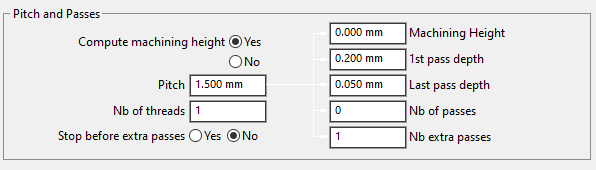
Les options pour Pas et Passes vous permettent de configurer différents paramètres pour les opérations de filetage.
|
Calcul hauteur usinée |
Oui ou Non |
|
Pas |
Pas de filetage ou décalage entre 2 plongées successives. |
|
Stop avant passes à vide |
Création d'un arrêt avant d'appeler les passes à vide. |
|
Hauteur d'usinage |
Hauteur d'usinage |
|
Profondeur 1ère passe |
Profondeur incrémentale correspondant à la coupe de passe |
|
Profondeur dernière passe |
Profondeur de la dernière passe d'usinage (diminution des passes). |
|
Nb de passes |
Permet de vérifier le nombre de passes. |
|
Nb extra passes |
Nombre de passes à vide à la fin de l'usinage. |
Les calculs des différents paramètres de filetage sont automatiquement effectués dans GO2cam en fonction de la norme.
Lors du changement du pas paramètre, le Profondeur d'usinage et Nb de passes change en fonction du type d'insert utilisé pour l'opération et de la norme ISO.
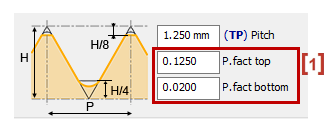
In the tool window above, we defined the pitch and the factors [1] (Top and bottom) to determine the total thickness between the outer pass and the inner pass.
Le passe d'usinage doit prendre en compte les positions H/8 et H/4 . C'est ce calcul qui justifie la différence.
|
|