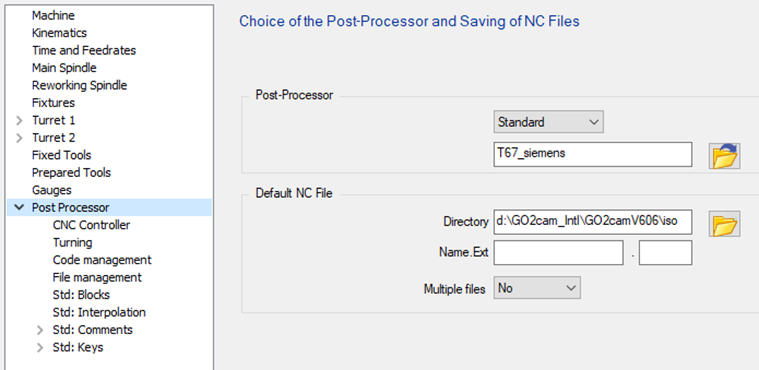
General Information
|
La norme possède quatre pages de configuration pour gérer toutes les options disponibles :
|
|
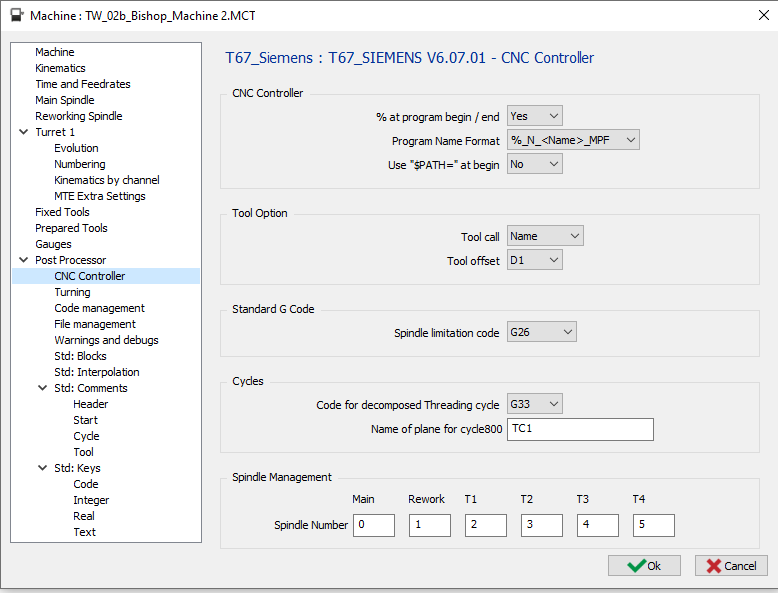
1 CNC Controller Page
|
1.1 CNC Controller - % at program begin / end
|
Option |
Résultat |
|
Non |
N5 G00 G53 Z0 … … M30 |
|
Oui |
% N5 G00 G53 Z0 … … M30 % |
1.2 CNC Controller - Program name format
Even if the % at program begin / end is deactivated in the option before, the 2 first options for the program name will output %
|
Option |
Résultat |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0 … … |
|
sans |
G00 G53 Z0 … … |
1.3 CNC Controller – Use “$PATH=” at Begin
L'option n'est disponible que si le format de nom de programme est défini sur « %_N_<name>_MPF ».
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Oui |
%_N_PROG_MPF ;$PATH=/_N_MPF_DIR N5 G00 G53 Z0 … … |
1.4 Tool Option – Tool Call
|
Option |
Résultat |
|
Numéro |
… … T01 M06 … … |
|
Nom |
… … T="CNMG 04" M06 … … (CYCLE DE CASSURE DE COPEAU) G83 Z-6 Q2000 F500 G80 … … |
1.5 Tool Option – Tool Offset
|
Option |
Résultat |
|
D1 |
… T01 D01 M06 … … T02 D01 M06 … |
|
D.. |
… T01 D01 M06 … … T02 D02 M06 … |
1.6 Standard G code – Spindle Limitation Code
|
Option |
Résultat |
|
G26 |
… G26 S2500 … |
|
LIMS |
… LIMS=2500 … |
1.7 Cycles – Code for decomposed Threading Cycle
Le cycle de filetage doit être défini sur « décomposé » dans le générateur.
|
Option |
Résultat |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
1.8 Spindle Management – Spindle Number
Définissez ici le numéro qui sera utilisé par la fonction SETMS pour :
-
Principal : Broche principale
-
Reprise : Broche de reprise
-
T1 : Première tourelle
-
T2 : Deuxième tourelle
-
T3 : Troisième tourelle
-
T4 : Quatrième tourelle
Si le nombre est défini sur 0, SETMS sera sorti sans numéro.
|
Option |
Résultat |
|

|
… ;Choisissez la broche principale SETMS … … ;Choisissez la broche de reprise SETMS(1) … … |

|
… ;Choisissez la broche principale SETMS(5) … … ;Choisissez la broche de reprise SETMS(6) … … |
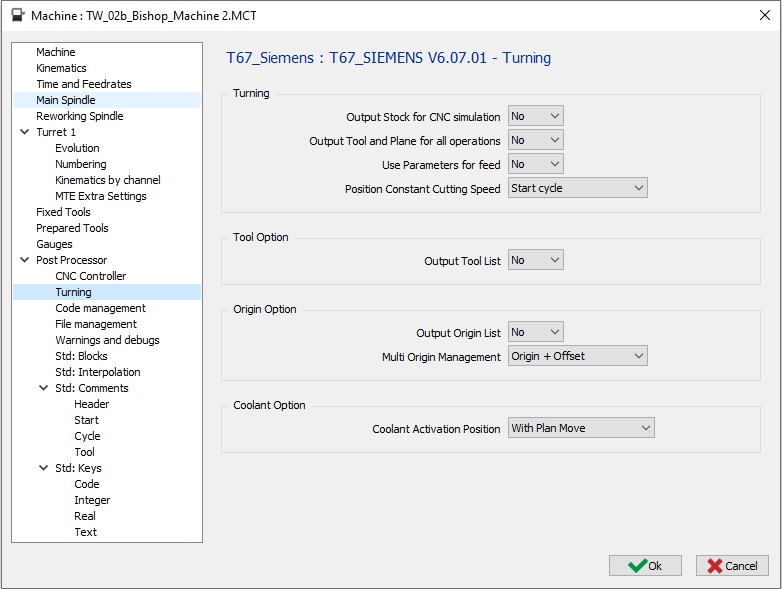
2 Turning page
|
2.1 Turning – Output Stock for CNC Simulation
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … … |
|
Oui |
%_N_PROG_MPF N5 WORKPIECE(,"",,"CYLINDER",64,2,-32,-80,30) … … |
2.2 Turning – Output Tool and Plane for all operations
|
Option |
Résultat |
|
Non |
… ;OP 1 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 AVEC OUTIL 1 ET PLAN 1 … |
|
Oui |
… ;OP 1 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … |
2.3 Turning – Use Parameters for Feed
|
Option |
Résultat |
|
Non |
… T01 D01 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Oui |
R21 = 0.1 … T01 D01 G00 X20 Z2 G01 Z-20 G95 F R21 … … |
2.4 Turning – Position Constant Cutting Speed
|
Option |
Résultat |
|
Démarrer le cycle |
T01 D01 G26 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
Démarrer l'usinage |
T01 D01 G97 S284 M04 G00 G90 X24. Z2.8 G26 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Tool Option – Output Tool List
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … … |
|
Oui |
%_N_PROG_MPF ;DÉBUT DE LA LISTE D'OUTILS ;T1 CMNG 04 ;T2 ... ;T2 ... ;FIN DE LA LISTE D'OUTILS … … |
2.6 Origin Option – Output Origin List
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … |
|
Oui |
%_N_PROG_MPF ;DÉBUT DE LA LISTE D'ORIGINES ;G54 ;G55 ;... ;FIN DE LA LISTE D'ORIGINES … |
2.7 Origin Option – Multi Origin Management
|
Option |
Résultat |
|
Origine seule |
% O1000 … G54 … |
|
Origine + Décalage |
% O1000 … G54 TRANS X10 Y20 Z10 … |
Sans MTE :
Si l'option est définie sur « Origine seule » pour chaque origine définie sur la pièce, nous sortirons un code G différent, G54, puis G55, G56… Cela signifie que vous êtes limité par le nombre d'origines gérées par la CNC. Si vous pouvez avoir plus d'origines, vous devez utiliser la deuxième option « Origine + Décalage »
Si l'option est définie sur « Origine + Décalage », elle ne sortira que G54 et le décalage avec TRANS
Avec MTE :
L'origine peut être définie dans le nom de l'origine avec la syntaxe suivante : « $G54_ ». Cela signifie que G54 sera utilisé dans le programme CN. S'il n'y a pas de nom décodé défini, il sortira l'origine par défaut G54.
Si vous utilisez « Origine + Décalage », vous ne devez utiliser qu'une seule origine pour toutes vos opérations car tous les décalages sont calculés à partir de l'origine du plan de référence ou de l'origine unique.
Vous pouvez ajouter chaque texte après le trait de soulignement pour reconnaître votre décalage : « $G54_Haut », « $G54_Droite »,…
Avec machine 5 axes :
Le décalage d'origine est sorti avec la fonction de plan incliné Cycle800 s'il est défini pour être sorti. Cela signifie qu'aucun TRANS n'est sorti.
2.8 Coolant Option – Coolant Activation Position
La deuxième et la troisième option donneront la même sortie pour l'opération de tournage.
Il y aura une différence par les opérations de fraisage utilisant des outils dynamiques.
|
Option |
Opération de tournage |
Opération de fraisage (outil dynamique) |
|
Avec broche |
… T01 D01 M06 S1000 M03 M08 G00 X15 Z2 … … |
… T01 D01 M06 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Avec déplacement de plan |
… … T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… … T01 D01 M06 S1000 M03 G00 X15 C0 M08 Z2 … |
|
Avec déplacement de plongée |
… T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… T01 D01 M06 S1000 M03 G00 X15. C0 Z2 M08 … |
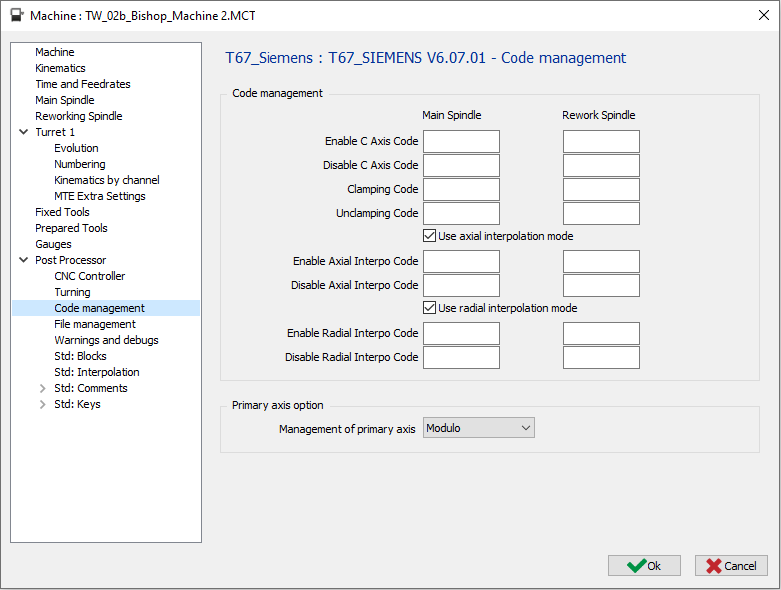
3 Code management page
|
3.1 Code Management – Enable C Axis Code
|
Option |
Résultat |
|
« vide » |
… T01 D01 M06 S1000 M03 G17 G28 G90 H0 C10 … |
|
M51 |
… T01 D01 M06 S1000 M03 G17 M51 G28 G90 H0 C10 … |
3.2 Code Management – Disable C Axis Code
|
Option |
Résultat |
|
« vide » |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Code Management – Clamping Code
|
Option |
Résultat |
|
« vide » |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Code Management – Unclamping Code
|
Option |
Résultat |
|
« vide » |
… G0 Z20 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
3.5 Code Management – Use axial interpolation mode
Si la machine ne dispose pas de l'option TRANSMIT, la sortie peut être effectuée de manière décomposée.
Aucune interpolation circulaire ne sera sortie, n'utilisez pas de décalage d'outil
|
Option |
Résultat |

|
Sortir l'opération axiale avec TRANSMIT |

|
Sortir l'opération axiale décomposée |
3.6 Code Management – Enable Axial Interpo Code
Si le champ est vide, le code utilisé par défaut sera TRANSMIT
|
Option |
Résultat |
|
« vide » |
… G01 Z-5 TRANSMIT … |
|
TRANSMIT(2) |
… G01 Z-5 TRANSMIT(2) … |
3.7 Code Management – Disable Axial Interpo Code
Si le champ est vide, le code utilisé par défaut sera TRAFOOF
|
Option |
Résultat |
|
« vide » |
… TRAFOOF G00 Z20 … |
|
TRAFOOF(2) |
… TRAFOOF(2) G00 Z20 … |
3.8 Code Management – Use radial interpolation mode
Si la machine ne dispose pas de l'option TRACYL, la sortie peut être effectuée de manière décomposée.
Aucune interpolation circulaire ne sera sortie, n'utilisez pas de décalage d'outil
|
Option |
Résultat |

|
Sortir l'opération axiale avec G107 |

|
Sortir l'opération axiale décomposée |
3.9 Code Management – Enable Radial Interpo Code
Si le champ est vide, le code utilisé par défaut sera TRACYL(…)
|
Option |
Résultat |
|
« vide » |
… TRACYL(10.000) … |
|
TRACYL($D,1) |
… TRACYL(10.000,1) … |
3.10 Code Management – Disable Radial Interpo Code
Si le champ est vide, le code utilisé par défaut sera TRAFOOF
|
Option |
Résultat |
|
« vide » |
… TRAFOOF … |
|
TRAFOOF(2) |
… TRAFOOF(2) … |
3.11 Primary axis option – Management of primary axis
|
Option |
Résultat |
|
Modulo |
… C0 … C359 C0 … |
|
Linéaire |
… C0 … C359 C360 … |
|
Incrémental |
… C0 … C=IC(1) C=IC(1) … |
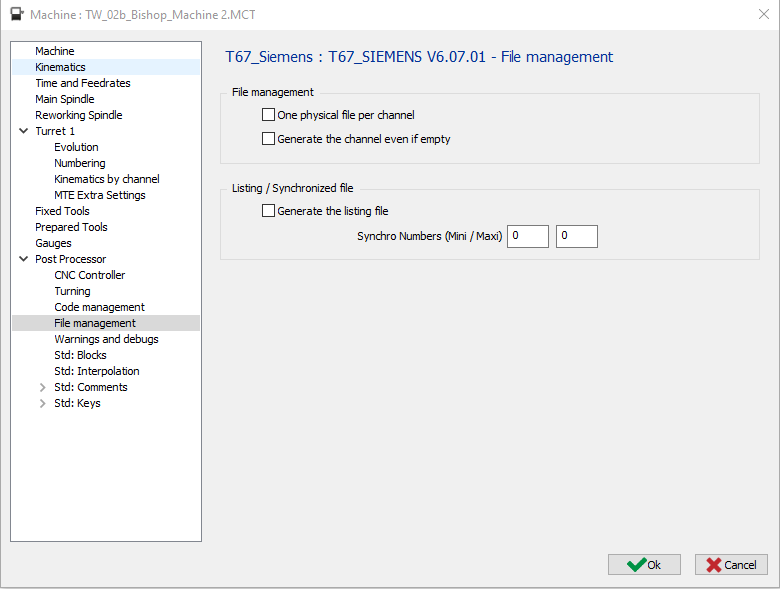
4 File management page
|
4.1 File Management – One physical File per Channel
|
Option |
Fichier 1 |
Fichier 2 |
|
|
O1000 (PREMIER PROGRAMME DE CANAL) … … M30
O1001 (DEUXIÈME PROGRAMME DE CANAL) … … M30 |
|
|
|
O1000 (PREMIER PROGRAMME DE CANAL) … … M30 |
O1001 (DEUXIÈME PROGRAMME DE CANAL) … … M30 |
4.2 File Management – Generate the channel even if empty
|
Option |
Résultat |
|
|
Si un canal est vide, aucune sortie du programme |
|
|
Si un canal est vide, le programme sera sorti (mais vide (Seuls O1001 et M30 seront sortis) |
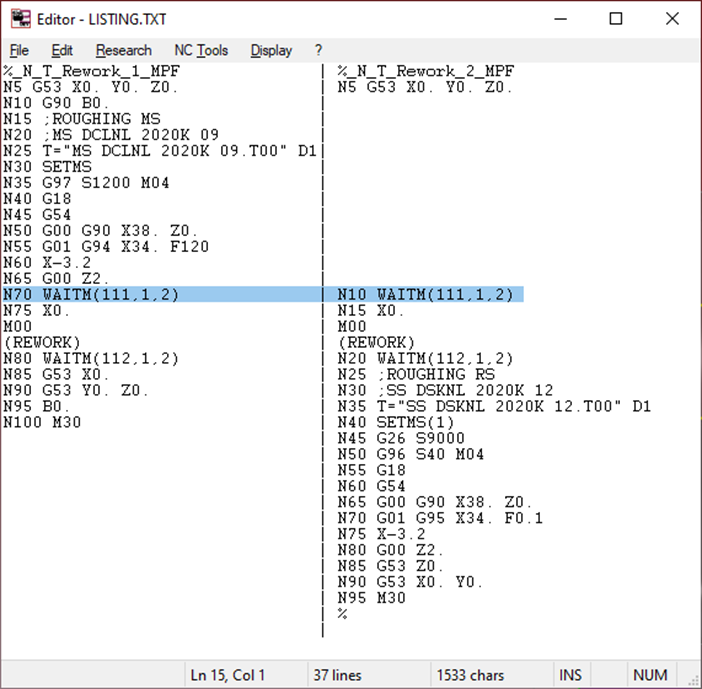
4.3 Listing / Synchronized File – Generate the Listing File
Vous devez définir le numéro de synchronisation mini et maxi pour sortir la liste
|
Option |
Résultat |
|
|
Ne générez pas le fichier pour voir la synchronisation entre les canaux. |
|
|
Générez le fichier pour voir la synchronisation entre les canaux. |
Le fichier portant le nom Listing.TXT sera généré et affiché.
|
Fichier de liste/synchronisé – Numéros de synchronisation (Mini/Maxi)
Définissez ici les numéros de synchronisation (par exemple 500-540)
Le post-processeur recherchera les numéros de synchronisation entre ces valeurs mini et maxi pour générer le fichier Listing.TXT.
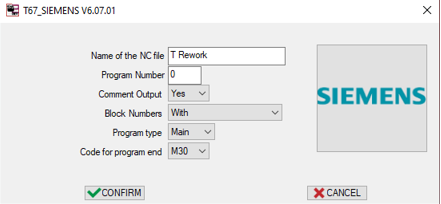
5 Launch page
|
5.1 Name of the NC File : Define here the Name of the generated NC file.
L'extension doit être définie dans la configuration MCF.
5.2 Program Number : If 0 is defined, the program Number will be set to 1.
|
Option |
Résultat |
|
0 |
%MPF1 … |
|
“10” |
%MPF10 … |
|
“1234” |
%MPF1234 … |
5.3 Comment Output
|
Option |
Résultat |
|
Non |
… T01 D01 M06 … |
|
Oui |
… ;FACE CNMG 04 T01 D01 M06 … |
5.4 Block Numbers
|
Option |
Résultat |
|
Avec |
%MPF1 N5 T01 D01 M06 N10 G00 X10 Z20 N15 Z10 … … N50 T02 D02 M06 N55 G00 X20 Z20 N60 Z10 … |
|
Sans |
%MPF1 T01 D01 M06 G00 X10 Z20 Z10 … … T02 D02 M06 G00 X20 Z20 Z10 … |
|
Changement d'outil uniquement |
%MPF1 N5 T01 D01 M06 G00 X10 Z20 Z10 … … N10 T02 D02 M06 G00 X20 Z20 Z10 … |
5.5 Program Type
|
Option |
Résultat |
|
Principal |
% MPF1 … … M30 |
|
Secondaire |
% SPF1 … … M17 |
5.6 Code for Program End :
|
Option |
Résultat |
|
M30 |
… M30 % |
|
M02 |
… M02 % |