|
À partir de la V6.11, GO2cam peut détecter features sur les solides pour les pièces mill-turn. La détection fonctionne pour l'environnement de production de :
|
|
Prérequis
Certaines conditions doivent être respectées pour la reconnaissance et l'application des features millturn :
|
1 . La détection ne fonctionne que s'il existe un plan de révolution.
|
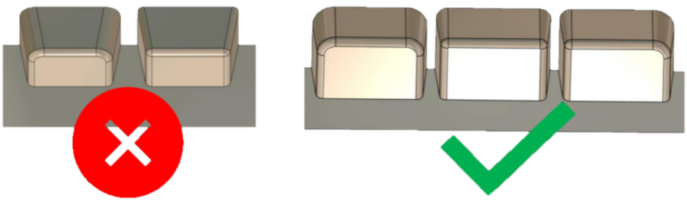
2 . Pour que les poches/îlots soient reconnus, ils doivent avoir un rayon conique. |
|
|
|
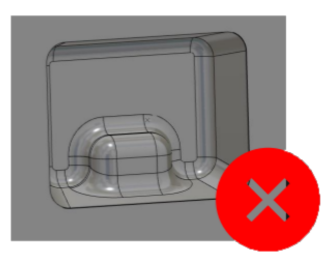
3 . Les formes 3D complexes ne seront pas reconnues. |
|
4 . Seules les formes avec un angle de dépouille constant sont prises en compte. |
|
|
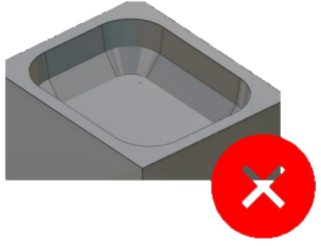
5 . Aucune face inférieure inclinée n'est prise en compte. |
|
|
|
Typologie reconnue
|
La typologie des features détectées est la suivante : poches, poches ouvertes et rainures. Les features détectées pour chacune sont les suivantes : |
|
|
Features de poche : 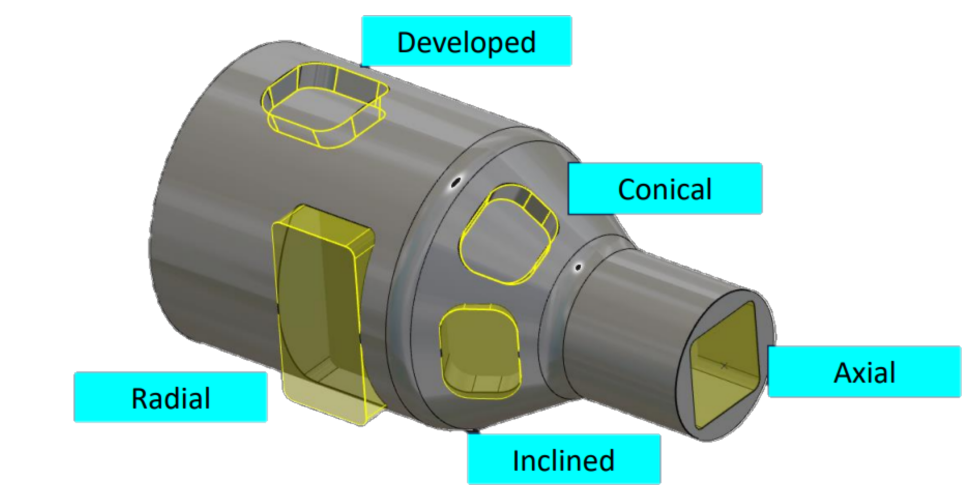
|
Features de rainure : 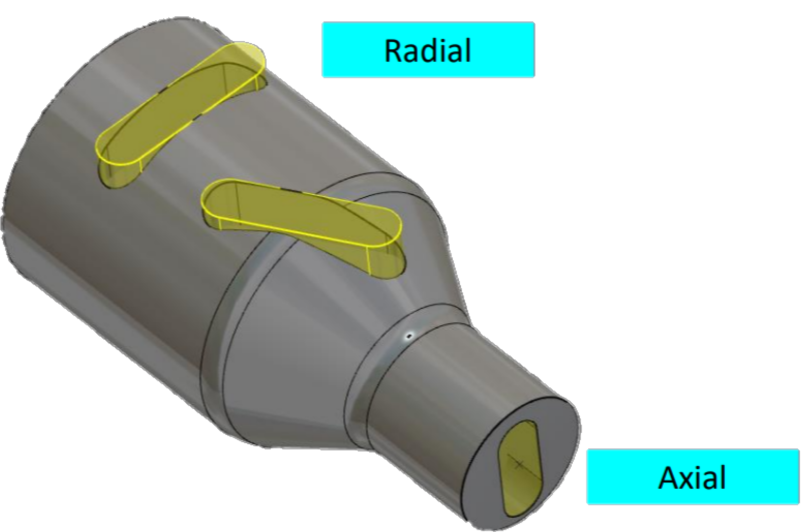
|
|
Features de poche ouverte : 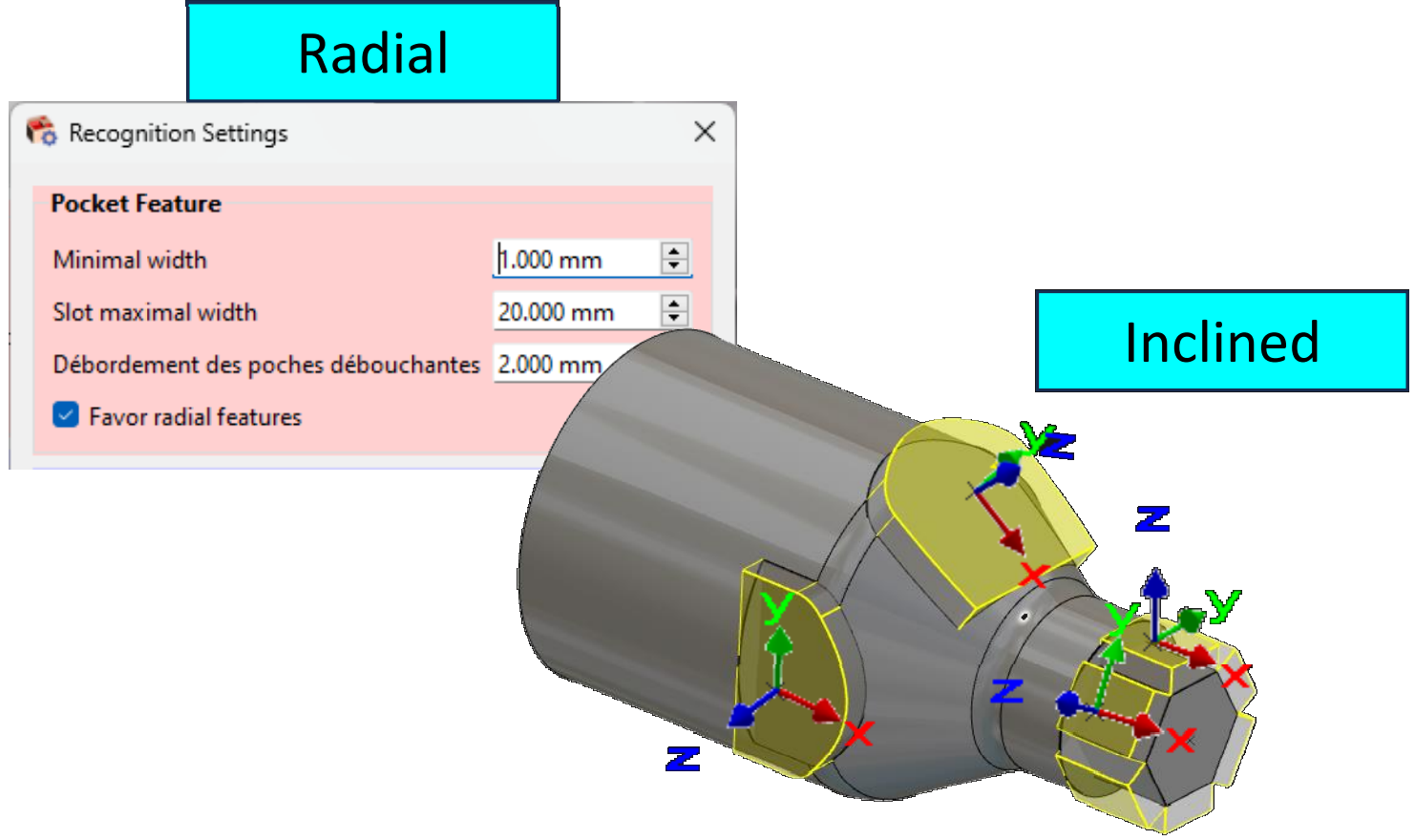
Dans le Paramètres de reconnaissance , vous pouvez choisir de Favoriser les features radiales ou non |
Features de poche ouverte : 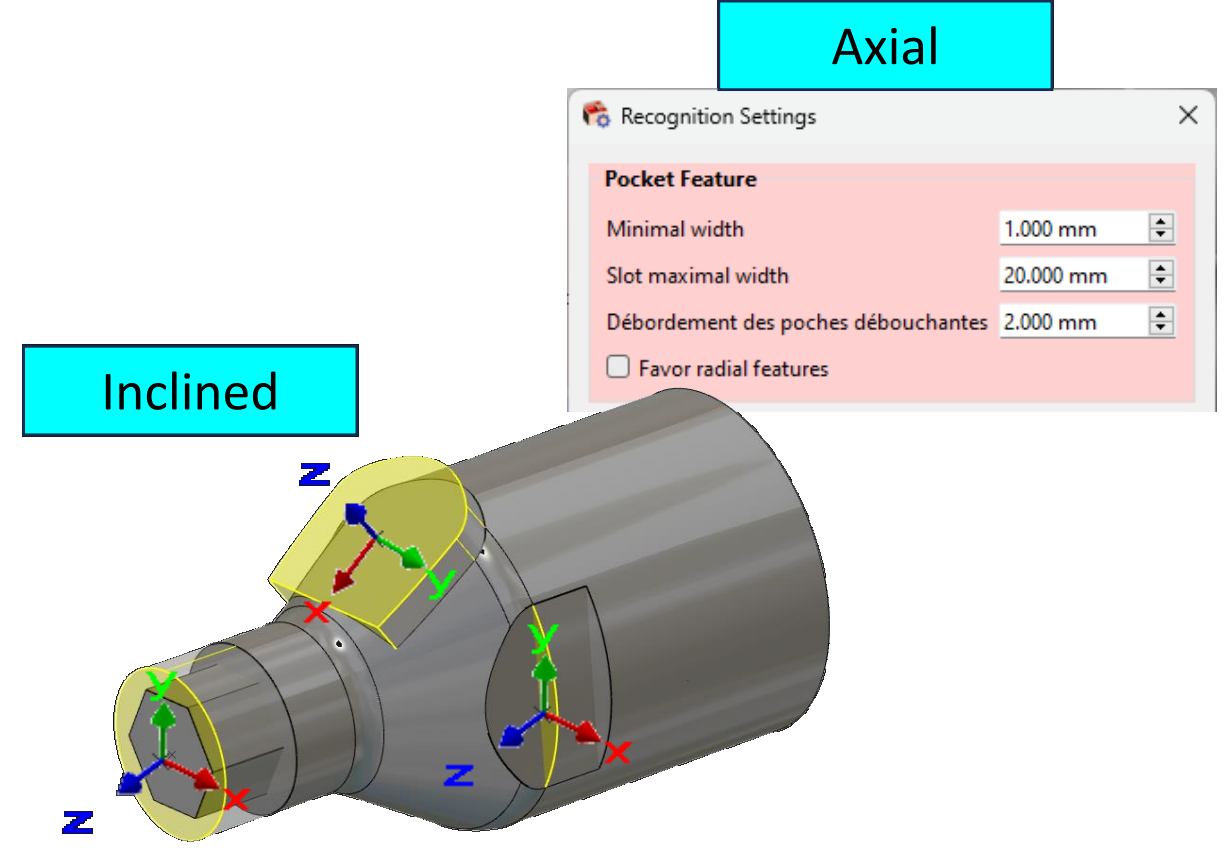
|
|
Nouvelle possibilité de fermer (localement ou totalement) une feature de poche ouverte La fonction "zone ouverte sur profil" est désormais également prise en compte pour les features. Cela peut aider à atténuer les risques de collision d'outils. Pour fermer un élément de la feature, cliquez simplement sur la face correspondante de la feature. Comme pour les profils, vous pouvez modifier l'état d'une zone entière au lieu de cliquer élément par élément :
Remarque : Il existe une restriction par rapport aux profils : seuls les éléments qui étaient initialement ouverts dans la feature peuvent être fermés (et rouverts si nécessaire). Si une face ne peut pas être modifiée, elle apparaîtra en rouge lorsqu'elle est survolée. |

|
Processus d'automatisation
|
Le processus d'application de la feature automatique dans MillTurn est similaire à celui du fraisage :
|
||
|
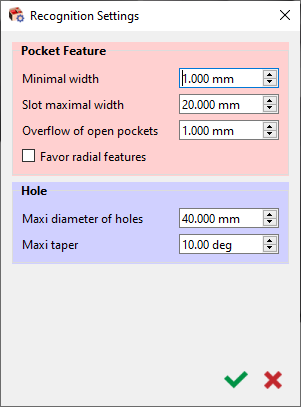
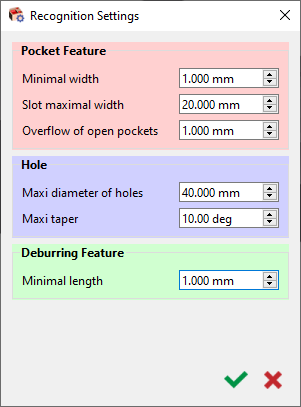
Fenêtre des paramètres de reconnaissance : Cette fenêtre des paramètres de reconnaissance a été ajoutée à partir de la V6.11. Elle permet de définir des valeurs de paramètres préliminaires pour la reconnaissance de Features de poche et Trous . Un autre aspect intéressant est que nous pouvons désormais définir une débordement pour les poches traversantes , garantissant que la profondeur de la poche est entièrement usinée. Pour le fraisage, une longueur minimale peut être définie sur laquelle l'ébavurage sera appliqué. |
|
|
|
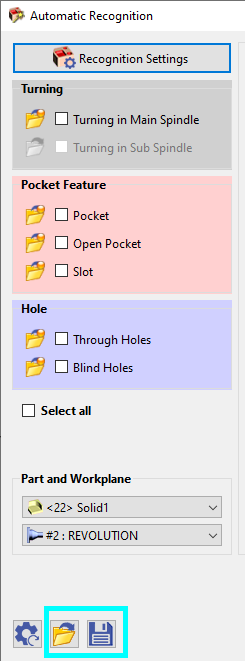
Toutes les fonctions de programmation automatique ont été fusionnées en une seule fenêtre. Tournage : application of an automatic turning opelist for turning operations based on recognized parameters, adapting to main or secondary spindle as per plane selection (revolution or rework/return plane). Il est obligatoire d'avoir une typologie prédéfinie lors du processus de création de l'opelist automatique pour qu'elle puisse être appliquée sur les features. Le choix par défaut se fait sur la première opelist compatible trouvée dans le dossier ! Grise si le cycle existe dans l'arbre d'usinage. La liste des opelists/opelists automatiques accessibles via l'icône de dossier est basée sur la typologie correcte définie. Feature de poche : application of milling cycles based on the preselected opelist (orange bubble on folder icon) or manually selected opelist (green bubble on folder icon). Trou : possibilité de choisir un bibliothèque de modèles de trous (standard ou utilisateur). La reconnaissance affectera ensuite le premier modèle compatible trouvé dans la bibliothèque sélectionnée aux trous reconnus. Uniquement si le package HMF est présent ! Vous pouvez également désormais enregistrer les paramètres de configuration et les charger à nouveau pour les appliquer sur une autre pièce. Contour mode pour Profil sélectionné a été ajouté dans la Stratégie de rainurage pour permettre l'usinage des rainures en une seule passe au centre avec un diamètre d'outil similaire au diamètre de la rainure. |
|
|
|
D'autres améliorations ont également été ajoutées à partir de la V6.11 :
|
La vidéo ci-dessous montre les améliorations apportées aux features d'usinage dans la V6.11.

|
|
|

|

|