|
Peut-on gérer Outils Flash dans GO2cam ? |
|
|
Ce que nous appelons outil Flash est le concept de outils multiples montés sur un seul attachement , généralement, 2, 3 ou 4 outils. Nous pouvons les gérer facilement dans GO2cam, en suivant quelques règles pour créer des outils et appliquer l'usinage : |
|
|
|
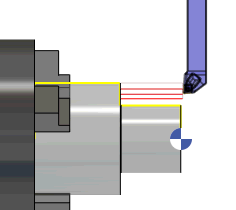
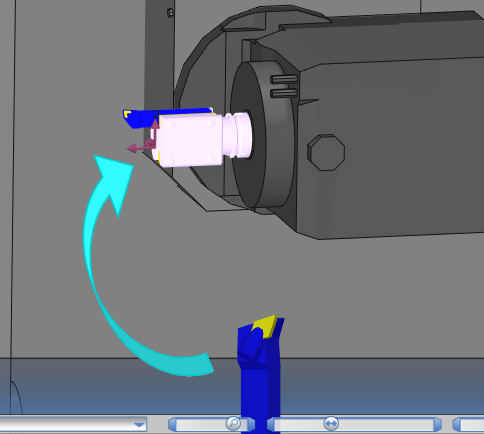
La programmation des opérations se fait avec l'outil sans attachement. Ici, nous programmons une opération d'ébauche (insert C) et une opération de finition (insert D). |
|
Dans le menu Outillage MTE, les 2 outils attendent d'être montés. Avec un clic droit sur le support d'outil de broche, vous pouvez choisir ‘Ajouter > un porte-outil solide’. Sélectionnez l'outil flash. Maintenant, vous pouvez simplement glisser-déposer les 2 outils sur les 2 positions de l'attachement. Dans la cinématique de la machine, la broche doit être définie avec un axe de rotation B , pour pouvoir indexer l'outil Flash ! |
|
|
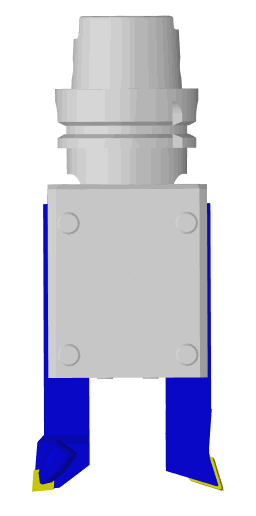
Peut-on également gérer Porte-plaquette Flash ?
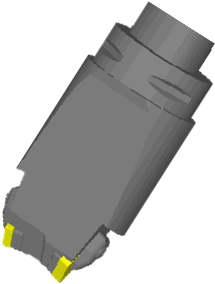
Ici, le Porte-outil Flash est un porte-plaquette . Problème : le porte-plaquette fait partie de l'outil. Nous ne pouvons pas utiliser la même méthode présentée ci-dessus pour piloter ce type d'outil. |
|
|
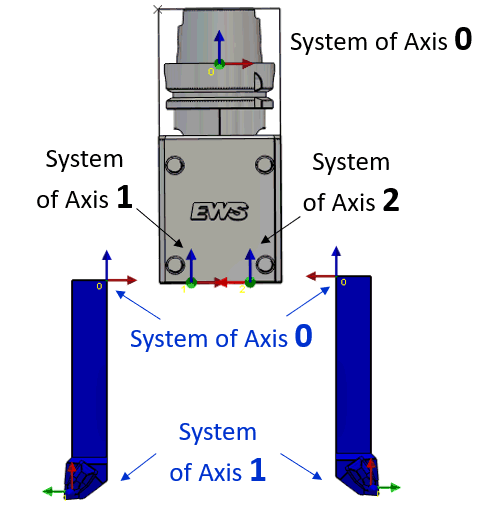
La solution est de construire ceci porte-plaquette comme s'il s'agissait de 2 portes-plaquettes + 1 attachement :
Une fois les symboles créés, vous pouvez programmer les opérations par ajout de porte-plaquette + porte-outil dans chacun des outils. Dans le menu Outillage MTE, vous devriez éclater les 2 porte-outils et enfin construire un seul outil : veuillez regarder la vidéo pour suivre le processus complet ! Vous pouvez également télécharger les symboles des attachements ici : Double porte-plaquette.zip |

|
|
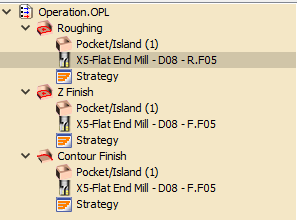
Pourquoi le système ajoute-t-il ‘_1’ à la fin du nom de l'outil lors de l'application d'une opelist ? |
|
|
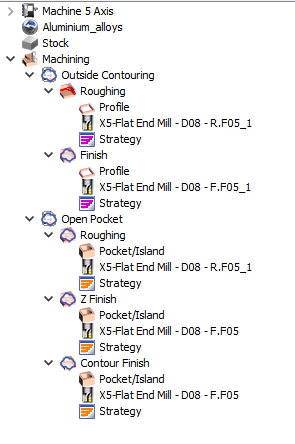
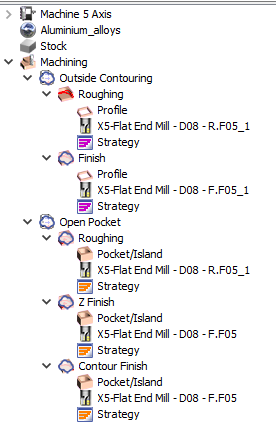
Explication du problème : L'opelist comprend les outils 'X5-Fraise 2 tailles - D08 - R.F05' et 'X5-Fraise 2 tailles - D08 - F.F05 qui sont également présents dans la bibliothèque d'outils GO2cam. Cette opelist a été créée il y a quelque temps ou même la veille. Entre-temps, des modifications ont pu être apportées à l'outil dans la bibliothèque d'outils. Ces modifications peuvent être des différences de dimensions ou même simplement un commentaire par exemple.
Ce problème s'étend à l'environnement MTE et cause des problèmes dans le montage automatique des outils avec la numérotation des outils. |
|
|
Comment y remédier ? Pour éviter cette situation, il existe une option dans le menu Opelist, appelée ' Mise à jour des outils '. Elle permet de mettre à jour les outils de l'opelist par rapport aux outils de la bibliothèque. 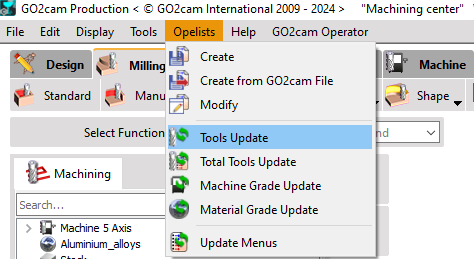
Cliquez simplement dessus, sélectionnez l'opelist que vous souhaitez mettre à jour et cliquez sur ouvrir pour la mettre à jour. |
|
|
Que sont les outils tonneau, quels types sont disponibles et pour quelles opérations/cycles d'usinage sont-ils applicables dans GO2cam ? |
||
|
Les outils tonneau, contrairement aux fraises en bout ou aux fraises toriques traditionnelles qui ont une forme cylindrique ou sphérique, présentent une géométrie incurvée en forme de tonneau. Cette conception fournit à l'outil plusieurs profils de rayon et présente plusieurs avantages en usinage, en particulier dans les applications complexes et de haute précision. Les principaux avantages de l'outil sont les suivants :
Les types d'outils tonneau et les cycles dans lesquels ils sont disponibles sont détaillés ci-dessous : |
||
|

|
Fraise lentille Fraisage>Forme>Automatique : millyuGO, Ebauche/Reprise, Balayage ébauche, Poche, Balayage, Finition Fraisage forme>Ebauche/Reprise : Ebauche, Reprise ébauche, Tous les cycles de finition sauf Spirale et Reprise Finition, Projection de profil, cycles 5X Expert |
|
|

|
Fraise ovale Fraisage forme : Finition - Par niveau, cycles 5X Expert |
|
|

|
Fraise tonneau Fraisage forme : Finition - Par niveau, cycles 5X Expert |
|
|

|
Fraise tonneau lentille cycles 5X Expert |
|
|

|
Fraise tonneau conique cycles 5X Expert |
|
|
Vous pouvez regarder une vidéo d'introduction sur la droite. |
|
|

|
Comment effectuer des opérations de filetage avec des pas variables ? |
|
|
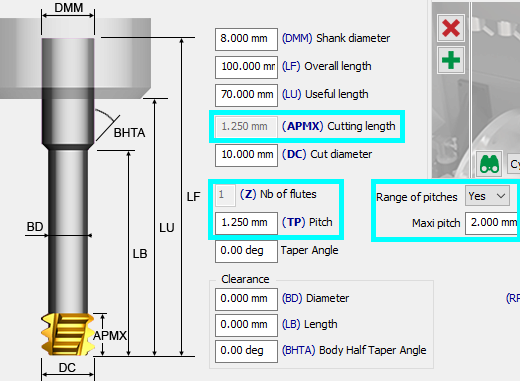
Dans la page outil pour Fraise filetage, nous pouvons définir une plage de pas. |
|
|
Mécanisme de calcul :
|
|
|
Dans la page stratégie de Filetage, le champ pas devient activé. Vous ne pouvez saisir qu'une valeur comprise dans la plage du pas mini et du pas maxi définie dans la page outil, sinon vous obtenez un message d'erreur. 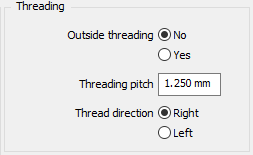
L'avantage est que le même outil peut être utilisé pour usiner plusieurs trous de pas variables. Voir une vidéo sur la droite montrant l'application de ces paramètres. |

|
|
Comment puis-je modifier la longueur utile et le diamètre d'un outil ? |
|
|
|
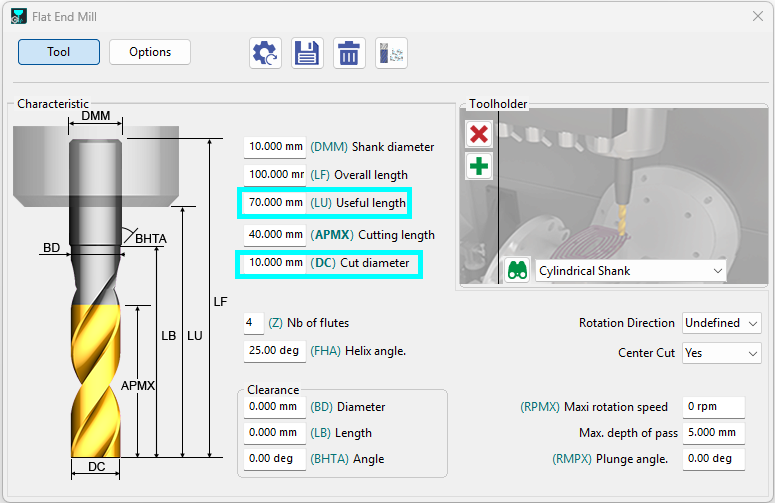
|
|
|