Cycle : Chanfreinage
Description
Il se réfère au calcul de la cote chanfrein est déterminé par les paramètres suivants:
Stratégie de chanfreinage
|
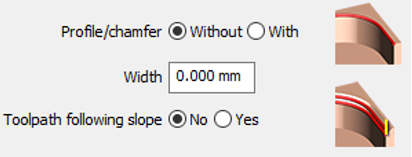
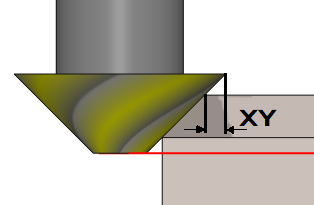
Dans la plupart des cas où aucun chanfrein n'est conçu sur le solide ou le profil (Profil/chanfrein est défini sur Sans ). La taille du chanfrein sur le plan XY est déterminée par le paramètre Largeur . Si le chanfrein est déjà conçu, le paramètre Largeur est obsolète (Profil/chanfrein est défini sur Avec ) et la taille est automatiquement lue sur le solide. For information about Trajet suivant la pente , click ici . |
|
Recalcul profondeur
|
Le paramètre Recalcul profondeur permet d'ajuster la profondeur de la pointe de l'outil. Il est recommandé d'avoir l'outil avec une profondeur Z supérieure à la valeur Z réelle du chanfrein. Cela garantira qu'il ne reste pas de bavures/arêtes après l'usinage. |

|
Quatre possibilités sont disponibles:
|
Pointe de l'outil |
Dans ce cas, la valeur Z inférieure doit être définie. Si la valeur définie est la même que la taille du chanfrein, la pointe de l'outil sera au même niveau que le bord inférieur du chanfrein. Il est recommandé de définir la valeur Z supérieure. |
|
|
Point piloté |
Similaire à la pointe de l'outil. La seule différence est le décalage de l'outil en fonction de l'emplacement du point pilote. |
|
|
Delta Z |
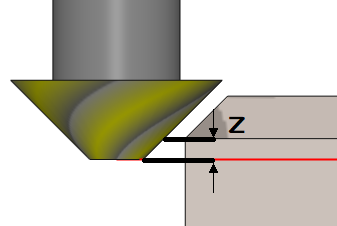
Dans ce mode, la valeur d'altitude Z (Z inférieur) pour le chanfrein n'a pas besoin d'être définie lors de la sélection de la géométrie. Dans la page de stratégie, une valeur delta peut être définie qui décalera la pointe de l'outil dans la direction Z à partir du bord du chanfrein. |
|
|
Delta XY |
Ce mode est similaire au Delta Z, sauf que la valeur Delta décale le bord de l'outil vers le bord supérieur du chanfrein. |
|
|
|
Le même principe s'applique pour le chanfrein à l'arrière .
|
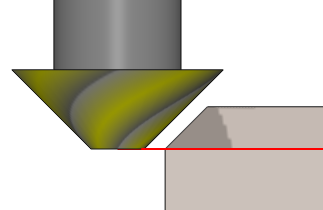
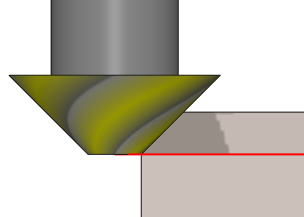
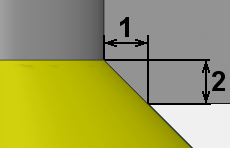
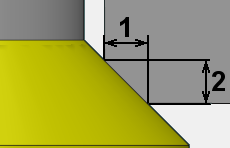
#1 sur les images est la largeur dans le plan XY du chanfrein et #2 est la valeur Z. Avoir la valeur Z au même niveau que le bord du chanfrein peut entraîner une collision de la queue comme sur l'image de gauche. Il est conseillé de toujours décaler la valeur Z pour éviter cela, comme le montre l'image de droite. |
|
|
|