
|
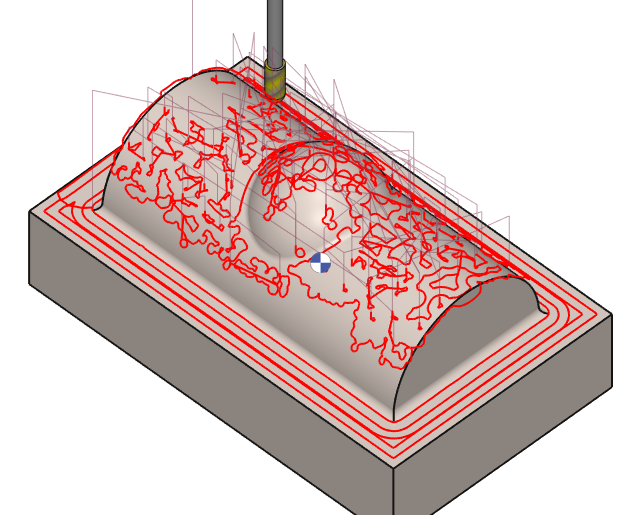
Utilisé pour usiner la matière restante laissée sur la pièce par un outil de référence hémisphérique (fraise hémisphérique) comme un cycle de finition équidistant. Détermination automatique des zones non usinées dans les coins intérieurs de la pièce. |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de trajet d'outil |
||
|
Outil utilisé en ébauche |
Diamètre de référence |
Rayon de référence |
|
Limitation de l'usinage |
Zone de limitation |
|
|
Calcul de recouvrement |
Recouvrement (rapport outil) |
Valeur de recouvrement (Ae) |
|
Gondolage XY |
|
|
|
Tolerances |
Surépaisseur XY |
Surépaisseur Z |
|
Surépaisseur normale |
|
|
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
Alt. plan garde. |
Distance de sécurité |
|
Approche et retour en Z |
Altitude de retrait |
|
|
Sécurité (en XY) |
Ds / queue d'outil |
Gestion du porte outil |
|
Entrée et sortie en XY |
||
Paramètres technologiques
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Vitesse rotation |
Avance |
|
|
Numéro de gamme |
||
|
Numérotation outil |
Numéro d'outil |
Numéro spécifique |
|
Numéro correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Dispositif de contrôle |
|
Ensemble de fraisage |
|
|

Paramètres d'options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et les composants |
Vérification de collision |
Décalage XY |
|
Zone de sécurité |
Décalage Z |
|
|
Calcul des courbes |
Tolérance courbe |
Découpe courbe |